电机、发电机、变压器等电气设备是电磁能产生、传输和利用的核心,随着新能源(如电动汽车)的发展,其制备工艺的低成本、高便捷性需求日益提升。传统电气设备制造需分别加工磁芯、导线、磁铁、机械连接件等部件,再进行组装,过程耗时、耗材,且依赖专用设备和材料。
增材制造(3D打印)具有净形制造、低废料、可定制复杂结构的优势,是实现电气设备一体化制造的潜在技术。目前已有研究实现了3D打印电气设备单一组件(如磁芯、导电线圈、永磁体),但存在两大核心问题:
材料挤出式3D打印因成本低、操作简便、适配多材料的特性,成为研发全3D打印电气设备的优选技术,但传统挤出打印仅适配丝材,功能填料含量受限(体积占比≤55%),导致打印件性能不足。因此,开发适配丝材、颗粒、油墨等多形态原料的多模态多材料挤出3D打印系统,是实现全3D打印电机的关键突破点。
本研究的核心是开发一套可同时加工丝材、颗粒、油墨的多模态多材料挤出3D打印平台,利用该平台打印电机的所有核心功能组件(螺线管、软磁芯、永磁体、柔性弹簧),并组装出**首台全3D打印线性执行器电机**,完成组件和整机的性能表征,验证技术可行性。
以商用E3D Motion System和ToolChanger 3D打印机为基础进行改造,集成4种工具头,适配丝材、磁性颗粒、导电油墨等原料,整机成本低于4000美元,系统配置如下:
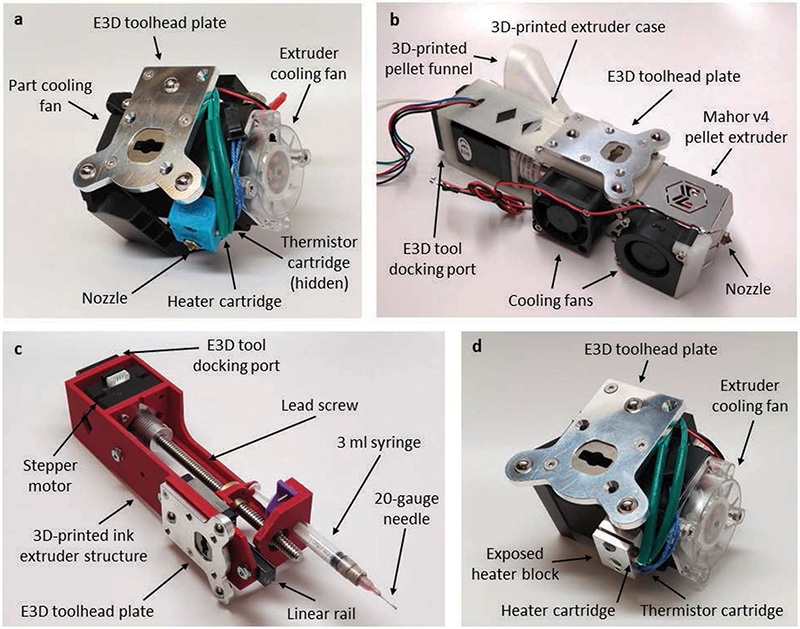
图1 多模态多材料挤出系统的工具头:(a)E3D Hemera丝材挤出头;(b)适配E3D换刀系统的Mahor v4颗粒挤出头(含3D打印定制外壳);(c)定制油墨挤出头(注射器泵);(d)油墨固化加热器
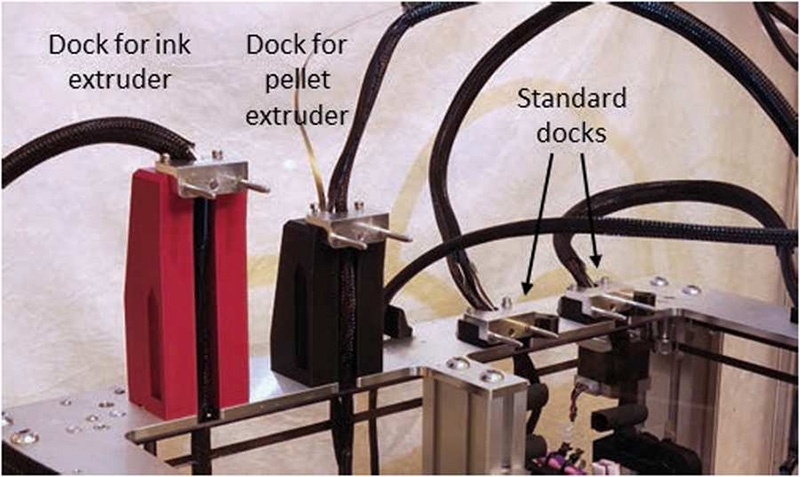
图2 为油墨/颗粒挤出头适配改造的E3D换刀系统底座
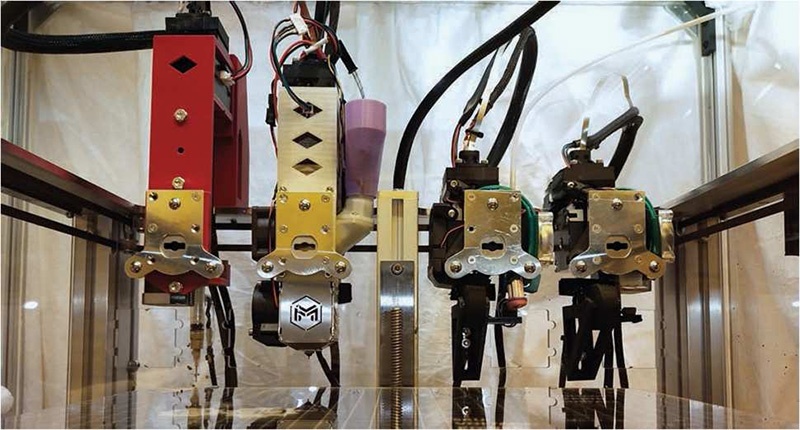
图3 系统最终工具头布局(从左到右:油墨挤出头、颗粒挤出头、丝材挤出头、加热器)
选用5类功能材料,覆盖介电、导电、软磁、硬磁、柔性五大特性,适配不同打印原料形态,解决传统3D打印材料性能受限问题,关键材料性能如下:
| 材料类型 | 具体材料 | 打印形态 | 核心性能 |
|---|---|---|---|
| 介电材料 | 3D-Fuel Pro PLA+ | 丝材 | 低成本、易打印,用于结构支撑和电气绝缘 |
| 导电材料 | PriElex AG-1074银油墨 | 油墨 | 电阻率~7×10⁻⁷Ω·m,比铜掺杂PLA低3个数量级,可打印30μm厚迹线 |
| 软磁材料 | 50%体积FeSiAl掺杂尼龙12颗粒 | 颗粒 | 相对磁导率~30,无体电导,无涡流损耗,无需后处理 |
| 硬磁材料 | 69%体积锶铁氧体掺杂尼龙12颗粒 | 颗粒 | 剩磁感应Br=0.1364T,本征矫顽力Hci=0.289T,剩磁Mr=1.09×10⁵A/m |
| 柔性材料 | FiberFlex 40D TPU | 丝材 | 邵氏硬度40D,用于制备柔性弹簧,Mooney-Rivlin超弹性模型拟合参数优化 |
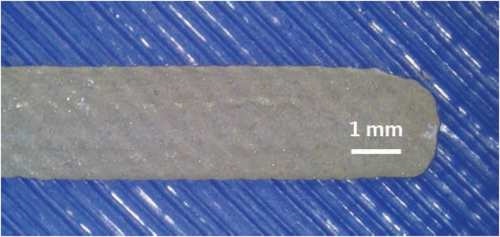
图4 PLA基底上3D打印的PriElex AG-1074银油墨导电迹线
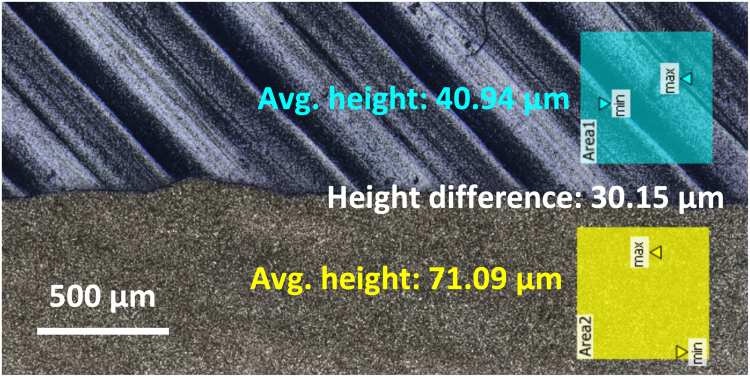
图5 银油墨迹线的激光共聚焦显微镜图像及高度测量(平均高度40.94μm,高度差30.15μm)
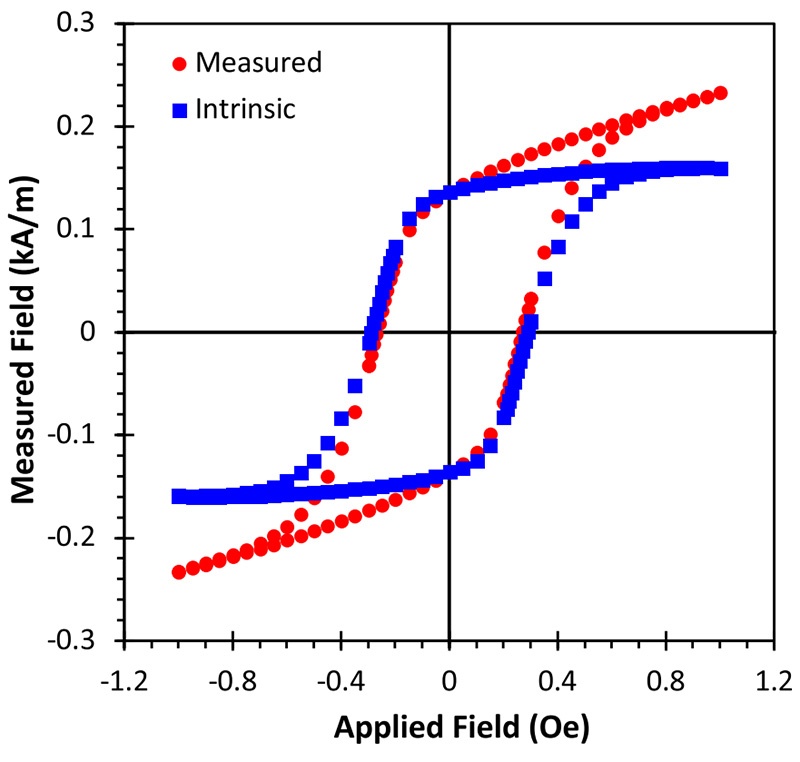
图6 锶铁氧体掺杂尼龙硬磁复合材料的磁滞回线(实测曲线+本征曲线,修正退磁因子N≈0.07)
利用上述系统和材料,打印电机的四大核心组件:带软磁芯的螺线管、永磁体、双轴弯曲柔性弹簧,完成单组件性能测试,解决打印过程中的工艺难题(如油墨断墨、磁芯致密度低、材料附着力差等)。
采用银油墨打印导电线圈、FeSiAl-尼龙颗粒打印软磁芯、PLA打印绝缘层,设计堆叠式阿基米德螺旋线圈结构,解决银油墨打印断墨问题(采用之字形扫略路径,使针头兼具涂覆和刷涂功能),对比三种螺线管性能:空芯、整体打印软磁芯、插入式软磁芯。
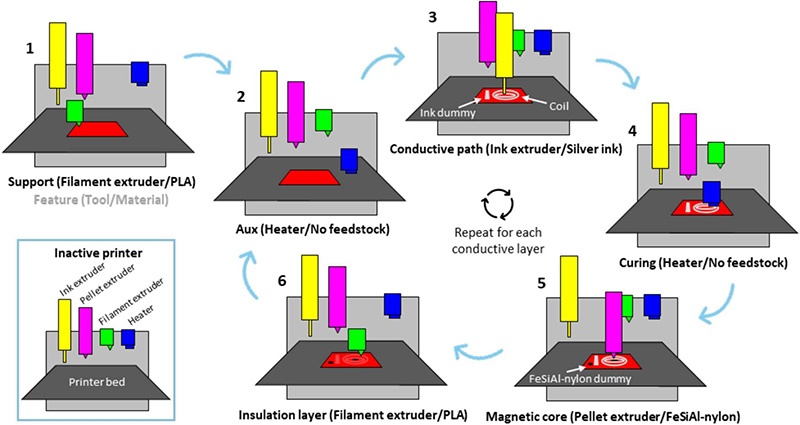
图7 整体打印FeSiAl-尼龙芯银油墨螺线管的3D打印工艺流程
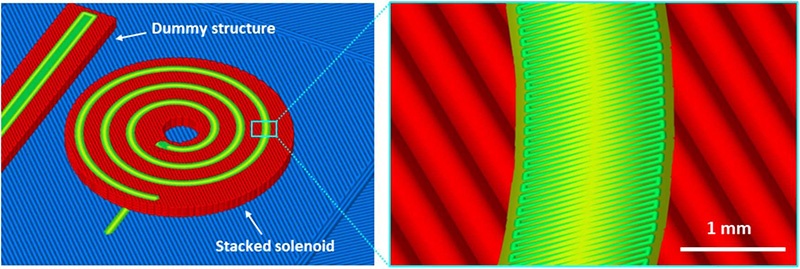
图8 银油墨打印路径细节(绿色:导电路径,红色:绝缘层,蓝色:支撑,黄色:固化轨迹)
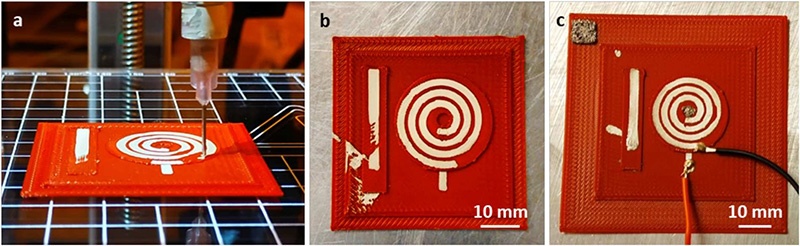
图9 3D打印银油墨基堆叠螺线管:(a)打印过程;(b)空芯螺线管俯视图;(c)FeSiAl-尼龙芯螺线管俯视图
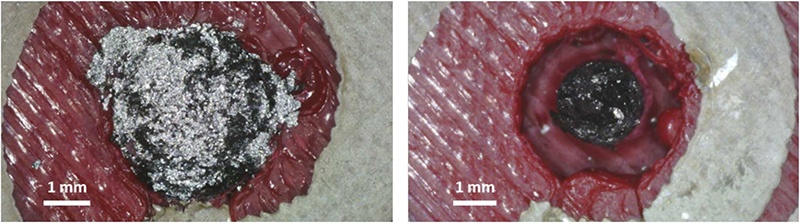
图10 整体打印(左)和插入式(右)FeSiAl-尼龙软磁芯的特写(整体打印芯致密度低、几何不规则)
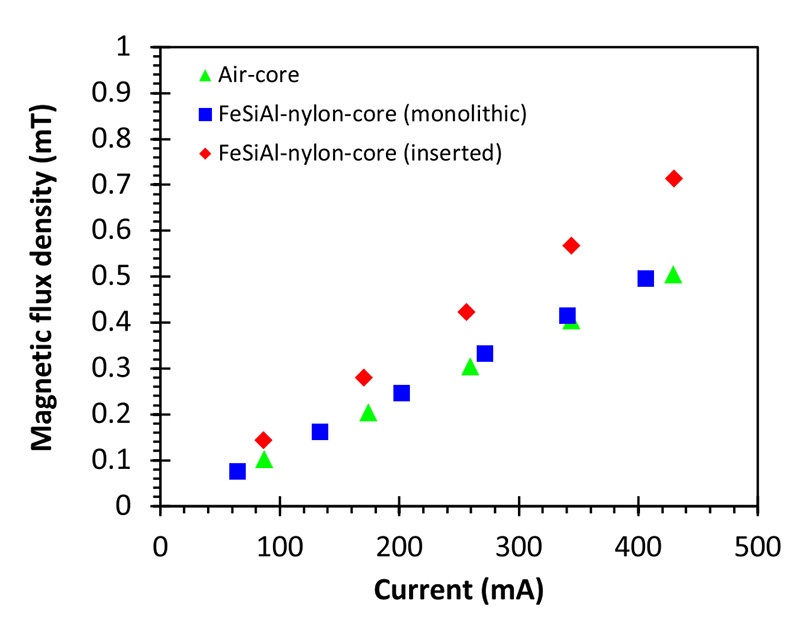
图11 四层螺线管的磁通密度与电流关系(插入式软磁芯比空芯提升68%,整体打印芯仅提升4%)
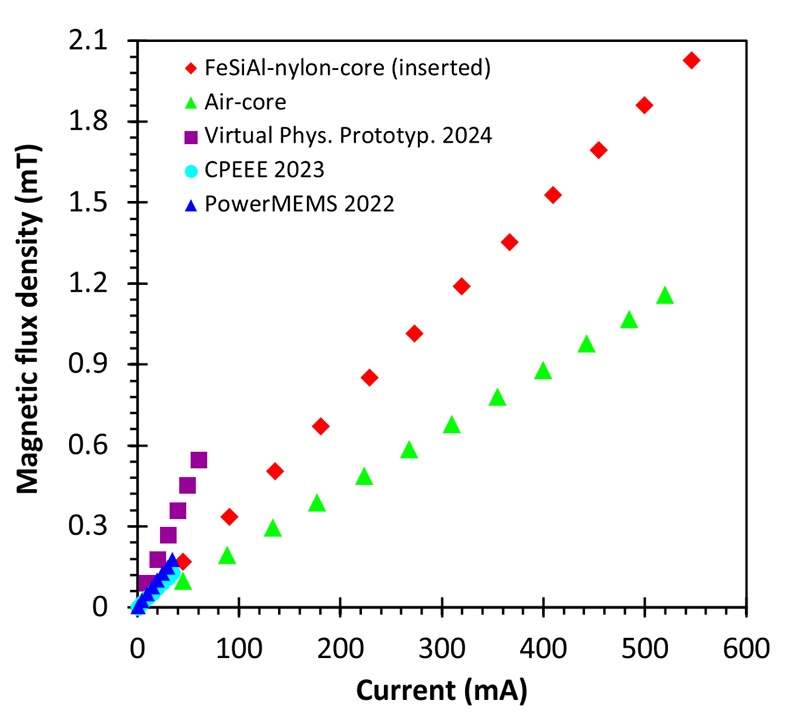
图12 八层螺线管与文献报道3D打印螺线管的性能对比(本研究银油墨+插入式软磁芯螺线管磁场强度是现有产品的4倍)
核心性能:八层插入式软磁芯螺线管可产生最大2.03mT磁场,较传统铜掺杂PLA螺线管提升近4倍,银油墨的高导电性使其可承受更大电流,且迹线更薄(~30μm),设备更紧凑。
采用锶铁氧体-尼龙颗粒打印直径8.5mm、高度2/4/6/12mm的圆柱形永磁体,在打印基底铺设TPU薄层解决尼龙12附着力差问题,打印后用1.5T磁场磁化,测试其剩磁磁通密度。
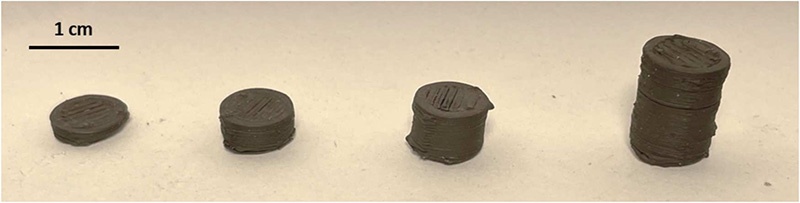
图13 3D打印的锶铁氧体掺杂尼龙永磁体(直径8.5mm,高度从左到右:2、4、6、12mm)
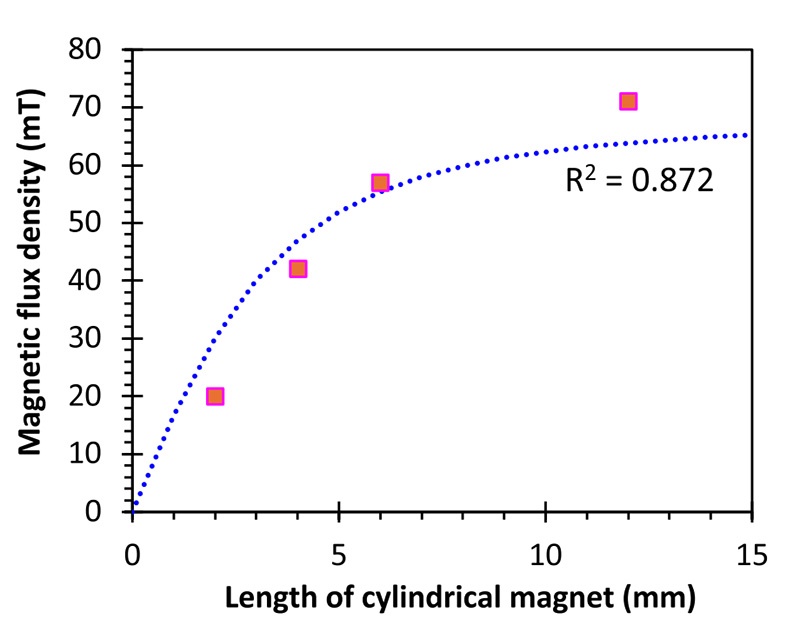
图14 3D打印永磁体的剩磁磁通密度与长度关系(实验值+公式拟合值,R²=0.872,拟合磁化强度M=1.25×10⁵A/m)
核心性能:12mm高永磁体可产生最大71mT磁场,拟合磁化强度与材料本征剩磁偏差约15%,源于打印层状结构、孔隙率和几何偏差。
采用FiberFlex 40D TPU丝材打印,设计中心平台+四根径向弹性系绳+中空圆柱框架结构,倒置打印避免支撑,系绳厚度300μm(兼顾柔性和结构强度),用于承载永磁体并实现电机的线性位移。
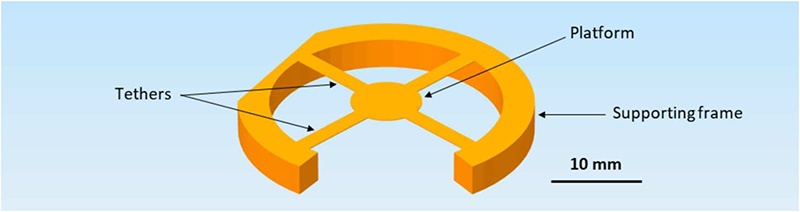
图15 Simplify3D中双轴弯曲柔性弹簧和支撑框架的渲染图(10mm标尺)
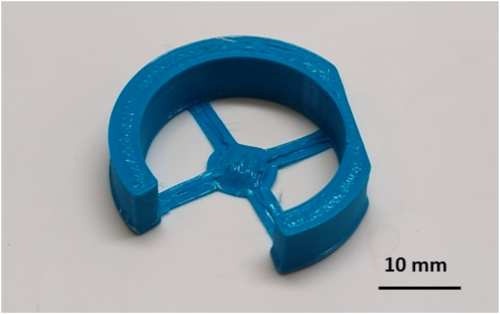
图16 3D打印的FiberFlex 40D TPU双轴弯曲柔性弹簧(10mm标尺,打印原位展示)
将上述组件组装为**线性执行器电机**:将2mm和4mm高永磁体固定在柔性弹簧中心平台(磁吸附固定,表面剩磁47mT),弹簧置于八层空芯银油墨螺线管上方(磁铁与螺线管间距~1mm),螺线管通电产生磁场,吸引/排斥永磁体实现弹簧的线性偏转。
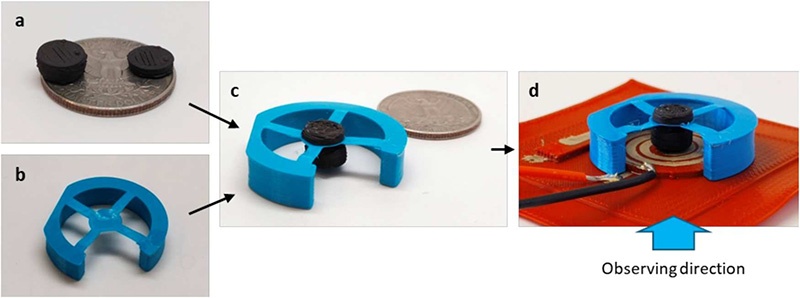
图17 全3D打印线性电机的组装:(a)永磁体;(b)柔性弹簧;(c)弹簧+磁铁组装体;(d)整机组装体(观测方向标注)
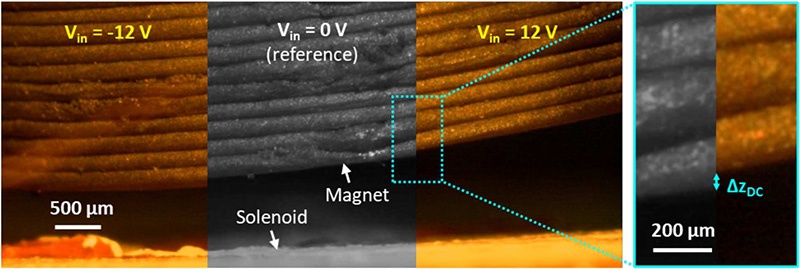
图18 不同直流偏置电压下电机的垂直位移:Vin=-12V(左)、Vin=0V(中,灰度)、Vin=12V(右),Δz_DC为磁铁位移量
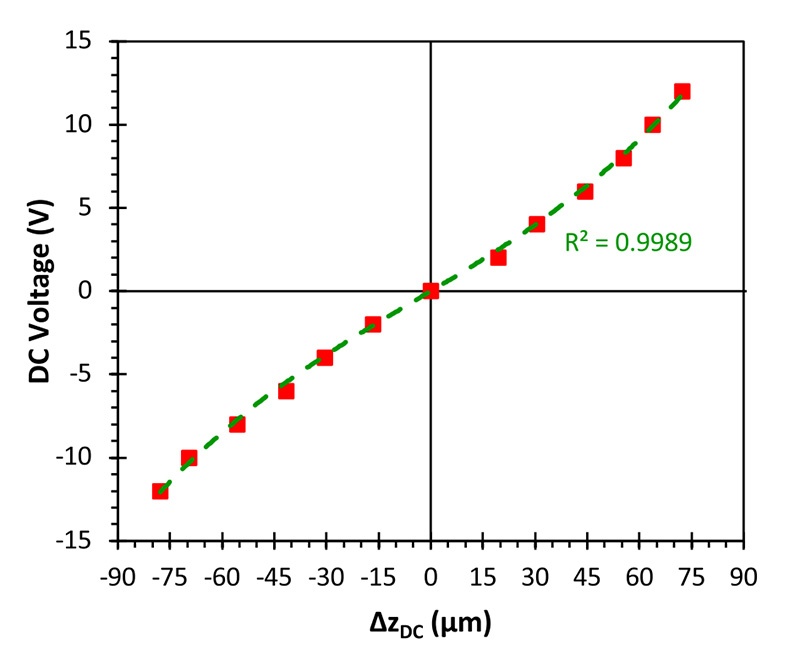
图19 直流偏置电压与磁铁垂直位移的关系(三次方拟合,R²=0.9989,符合大挠度梁的力-位移立方关系)
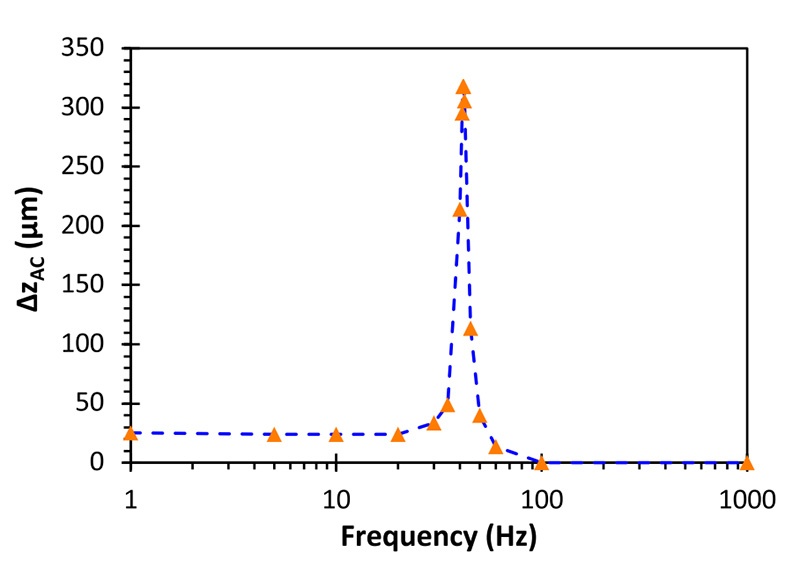
图20 电机振荡振幅与正弦输入信号频率的关系(6V峰峰值,共振频率~41.6Hz)
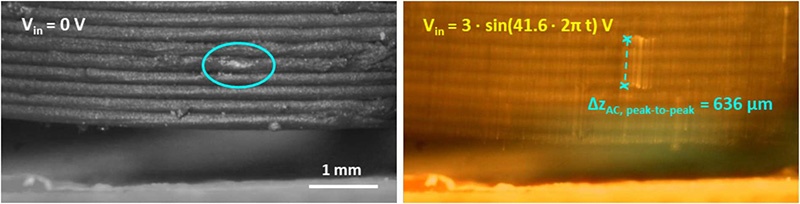
图21 共振频率下电机的峰值位移:Vin=0V(左,灰度)、Vin=3-sin(41.6×2πt)V(右),峰峰值位移636μm(Δz_AC=318μm)
整机核心性能:
研究还探讨了全3D打印电机的后续优化方向,包括原位磁化、旋转电机制备、单步一体化打印,并验证了3D打印机械轴承的可行性:

图22 3D打印的机械轴承(与美分硬币对比):从左到右为球轴承、滚子轴承、行星齿轮轴承(基于Lalish设计)
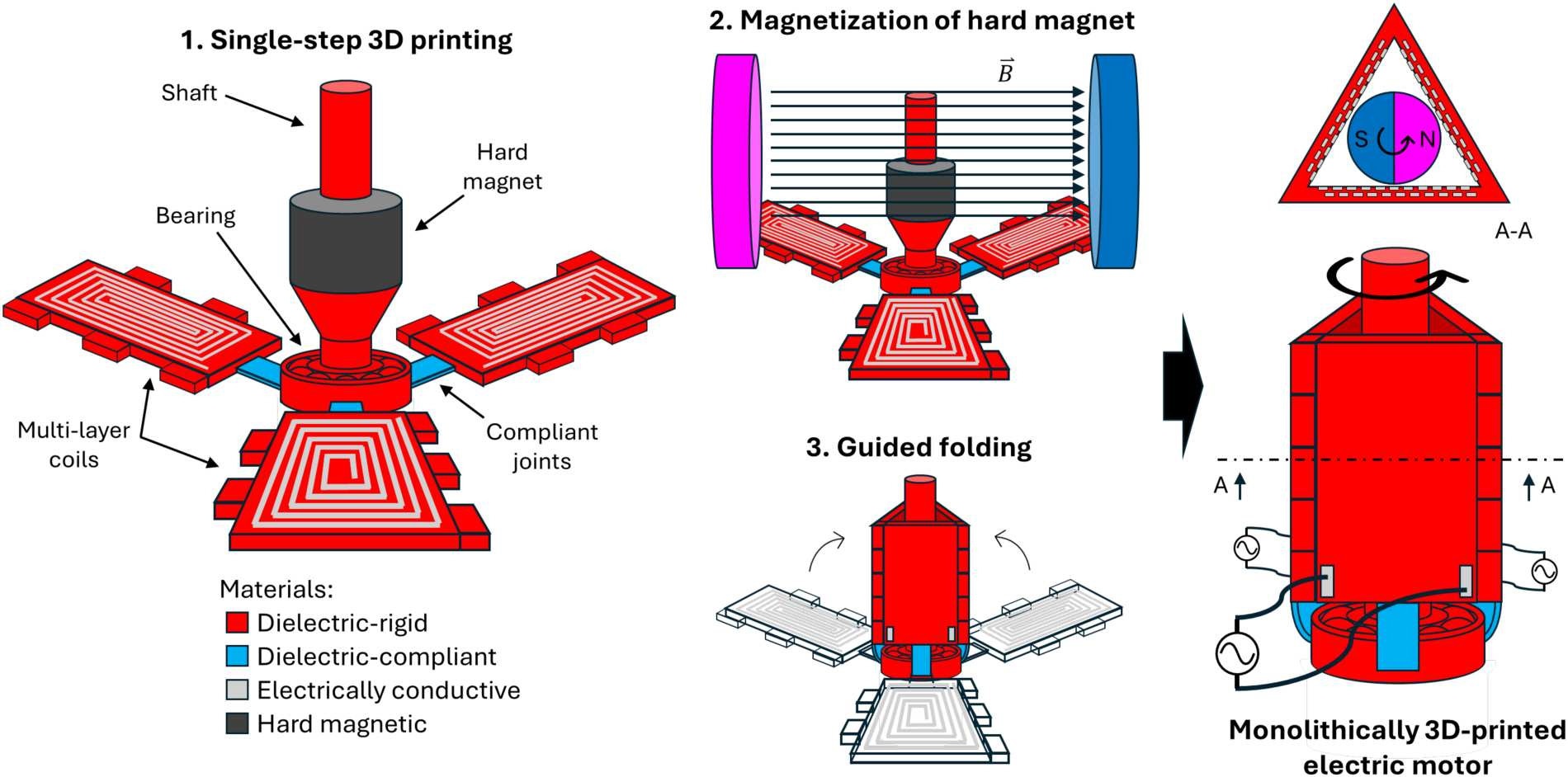
图23 基于本研究技术的单步3D打印旋转电机概念设计(含轴、永磁体、轴承、多层线圈、柔性关节,支持折叠组装)
1. 成功开发了**多模态多材料挤出3D打印平台**,可同时加工丝材、颗粒、油墨三种形态的功能材料,突破了传统材料挤出打印仅适配丝材的限制,实现了介电、导电、软磁、硬磁、柔性五类功能材料的集成打印,整机成本低于4000美元,具备低成本和易推广性。
2. 利用该平台实现了电机所有核心组件的全3D打印,解决了银油墨断墨、磁芯致密度低、尼龙附着力差等工艺难题,其中银油墨+软磁芯螺线管的磁场强度达2.03mT,较现有3D打印螺线管提升近4倍,永磁体最大剩磁71mT,性能满足小型电机需求。
3. 组装出**首台全3D打印线性执行器电机**,仅需对永磁体进行后续磁化(唯一后处理步骤),电机在41.6Hz共振频率下实现318μm最大线性位移,验证了多模态多材料挤出技术制备全3D打印电气设备的可行性。
4. 指出了该技术的后续发展方向:实现永磁体的原位3D打印磁化、开发3D打印旋转电机、解决多材料单步一体化打印的工艺难题(如材料附着力、悬垂结构打印、设备可靠性),并验证了3D打印机械轴承的可行性,为旋转电机研发奠定基础。
5. 该技术实现了电气设备的低废料、定制化、原位制造,可拓展至机器人、太空探索、灾后救援、教育等领域,推动电气设备制造的平民化和一体化。
局限性:1. 永磁体需离线磁化,增加了制造步骤;2. 软磁芯整体打印致密度低,需采用插入式结构;3. 电机为线性执行器,尚未实现旋转电机的3D打印;4. 多材料界面附着力、设备打印可靠性仍需提升。
未来方向:
发表期刊:Virtual and Physical Prototyping
发表时间:2026年2月16日(在线发表),卷21,期1,文章编号e2613185
DOI:10.1080/17452759.2026.2613185
作者:Jorge Cañada, Zoey Bigelow, Luis Fernando Velásquez-García(美国麻省理工学院)
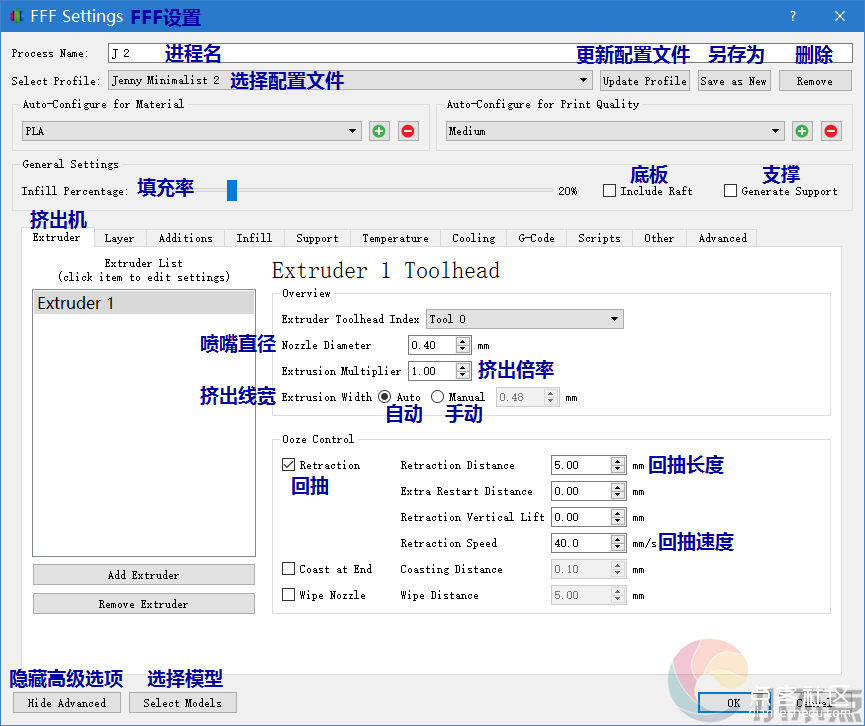
全面解析森工DIW墨水直写3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
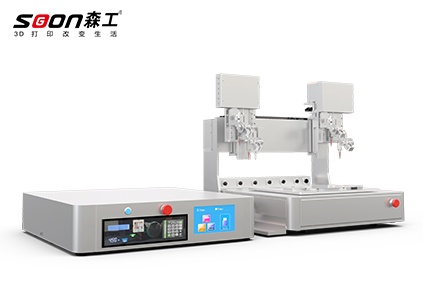
旗舰版直写3D打印机属于多模态打印设备,支持多元化材料的适配打印。其设备具备独立双Z轴和四路通道独立控制打印设计,结合三维模型文件,能实现整体样件多材料的同步联动打印,提高样件性能及稳定性。
一、森工可匹配模块:
1.旗舰版直写3D打印机,常温气动打印模块:
a配备精密的调压模块,调压精度±1KP;
b.打印过程中可压力实时可调;
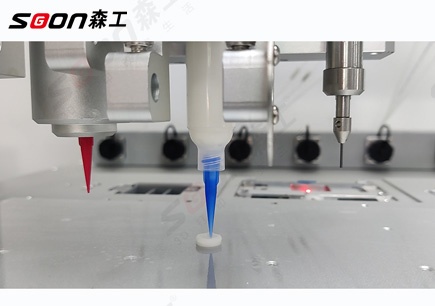
可将导电银油墨按照规划路径精准打印导电线圈。
2.旗舰版直写3D打印机,熔融丝材打印模块:
成熟丝材打印工艺,高效稳定的打印喷头模块,适配市面上常规通用的PLA耗材;
用于结构支撑和电气绝缘结构样件的打印
3.旗舰版直写3D打印机,螺杆挤出打印模块:
a.配备精密步进电机和螺杆;
b.配置加热模块,精准控温;
可将软磁尼龙材料、硬磁尼龙材料、柔性材料(40D TPU),通过规划路径和打印温度设定,实现磁芯打印。
二、需定制的模块:
旗舰版直写3D打印机,原位加热模块:支持温度范围内的精准控温,恒温80℃用于油墨的原位低温固化,避免PLA基底熔化。
一、拓展思路:
1.高温平台模块:恒温控制,提升丝材(PLA)基底打印的附着力;
2.在线混合模块:通过A、B两种材料进行指定比例混合打印;
二、涉及模块介绍:
1. 高温平台模块:模块化设计,区域尺寸:200*200mm;控温范围:室温-100℃;
2. 在线混合模块:主动混合或者被动混合模式,可以实时在线混合,实现指定比例混合材料、在线梯度渐变;
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,
小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,
如相关内容涉及侵权,请联系我们,将第一时间下架内容!

论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告
森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊
DIW直写3D打印机在陶瓷材料科研领域的应用及优势
深圳森工科技有限公司生物3D打印机在科研领域应用的核心优势
森工AutoBio1000DIW直写高分子材料3D打印机助力北京化工大学团队在《JACS》发表高水平论文