气凝胶是一类高孔隙率、极低表观密度与导热系数的多孔纳米材料,孔隙率普遍超过90%,具备高比表面积、优异的热氧化稳定性,广泛应用于航空航天、热管理、隔热、传感、生物医药、储能等领域。自1931年二氧化硅气凝胶被发现后,无机氧化物气凝胶、聚合物气凝胶、碳气凝胶、生物基气凝胶及各类复合气凝胶相继被研发出来。
聚酰亚胺气凝胶(PAs)作为主流聚合物气凝胶,依靠独特的酰亚胺主链结构,解决了普通有机气凝胶高温热稳定性差的问题,可在空气中400~500℃的高温环境下稳定使用,同时兼具低密度、低导热系数、低介电损耗、高弹性等优势,是热防护、轻量化电子器件、能源设备的理想候选材料。
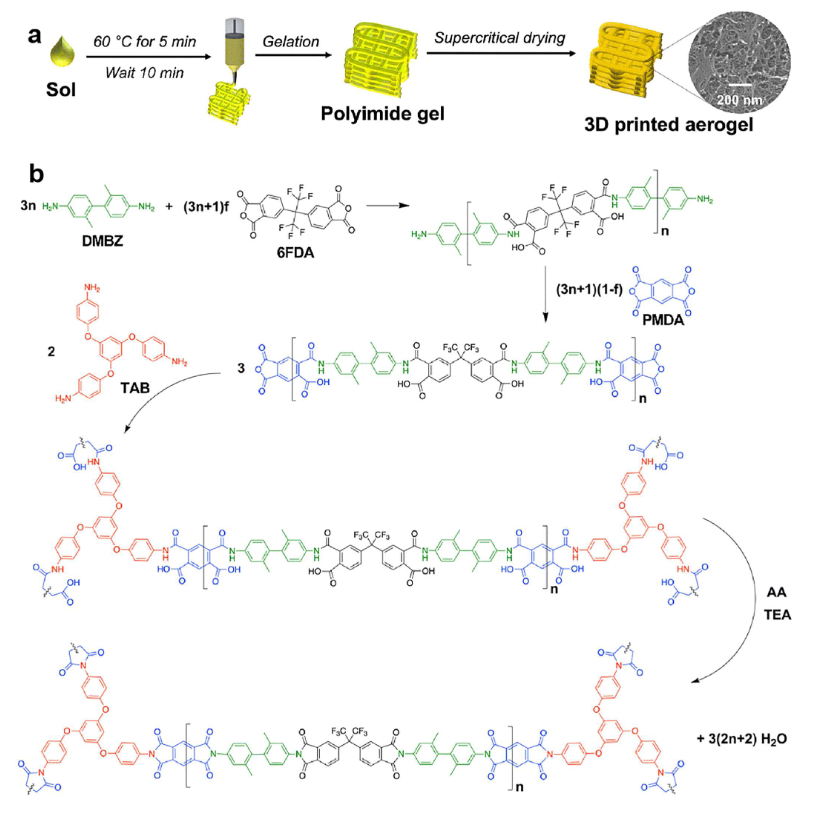
传统聚酰亚胺气凝胶采用溶胶-凝胶法制备:以聚酰胺酸(PAA)或聚酰胺酸铵盐(PAAS)作为前驱体,依次经过溶剂置换、超临界CO₂干燥或冷冻干燥、亚胺化处理后得到成品。该制备工艺存在诸多缺陷:产品结构受模具形状限制,无法制备复杂构型;材料本身脆性大、可加工性差,成型后易发生收缩与变形;制备大尺寸、复杂三维构件时成本高昂。
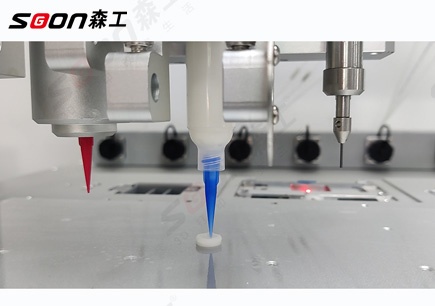
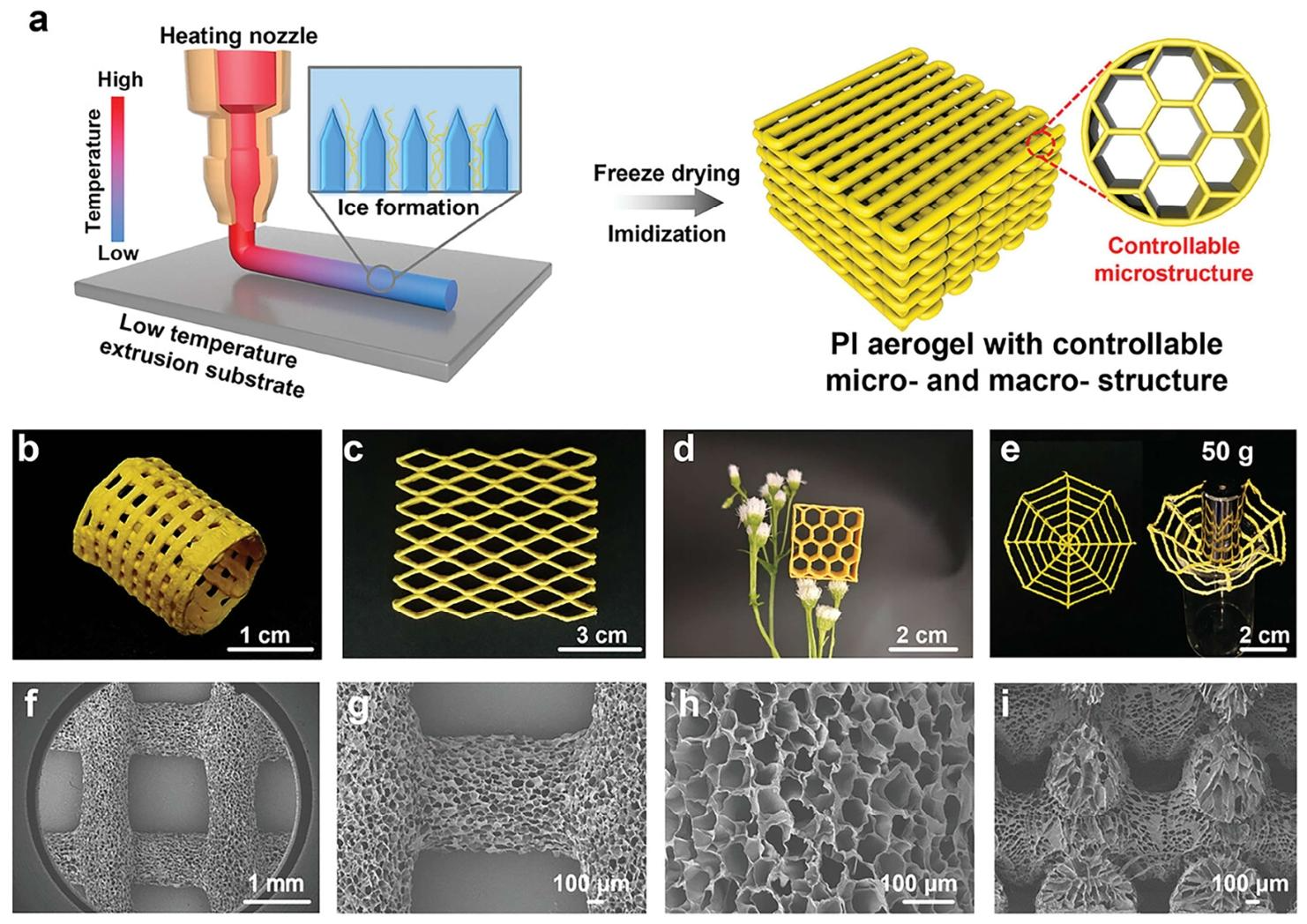
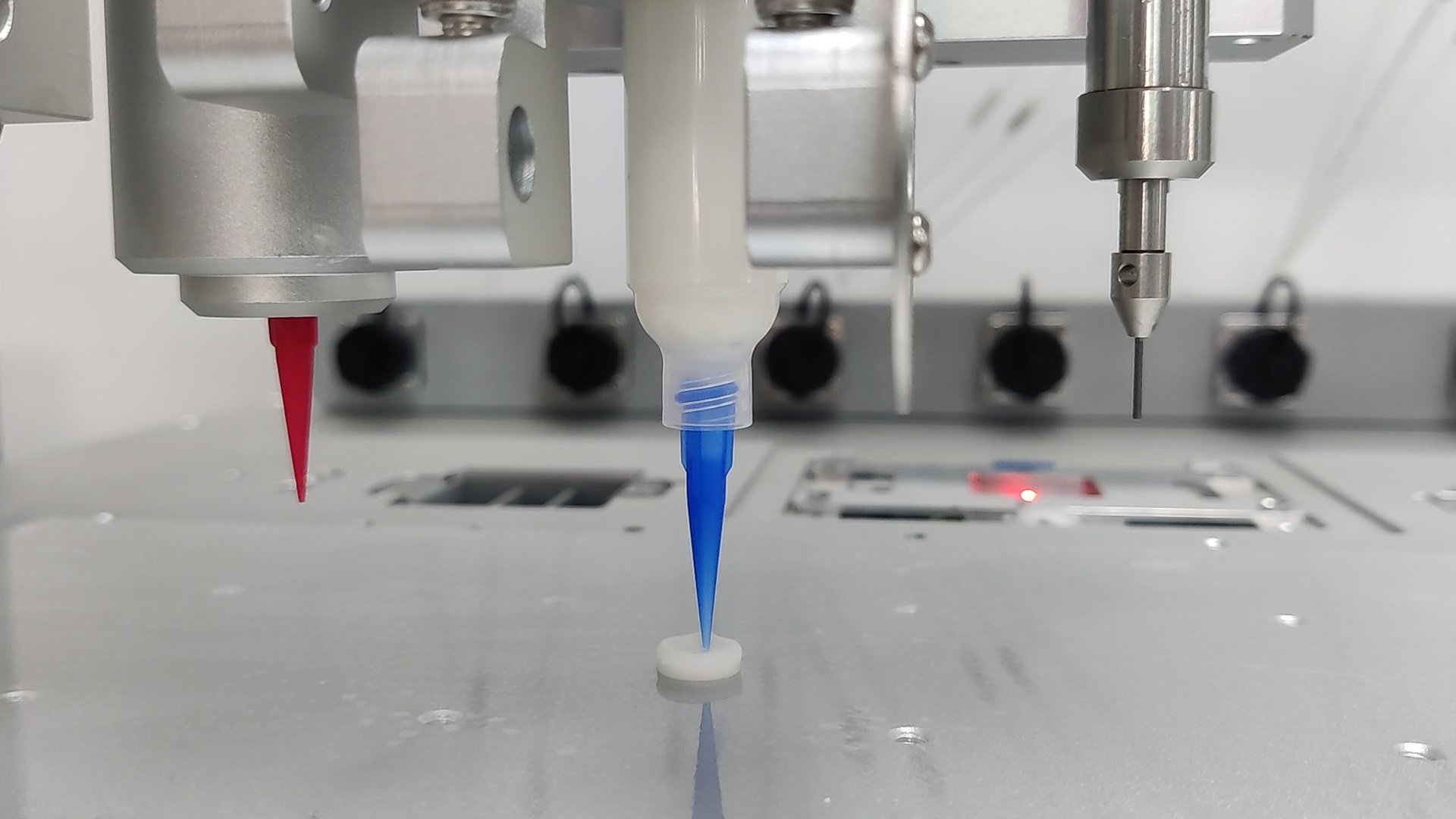
直写成型(DIW)是一种压力驱动型挤出式增材制造技术,属于3D打印范畴,可适配宽粘度区间的浆料,能够制备高精度、多尺度、复杂共形结构,同时完整保留气凝胶的多孔微观结构,有效弥补了传统制备工艺的短板。2021年,科研人员首次实现聚酰亚胺复合气凝胶的DIW打印,但目前尚无系统性综述梳理该领域进展,因此本文针对聚酰亚胺气凝胶的DIW增材制造技术展开全面总结与分析。
论文同时对比了其他气凝胶3D打印技术的优劣:低温直写(DCW)需要配套低温设备,且冻融过程易导致尺寸精度下降;喷墨打印仅适配低粘度墨水,难以制备自立式气凝胶骨架;光固化技术(SLA/DLP)依赖光敏前驱体,与聚酰亚胺高温化学体系兼容性差。而DIW技术的粘度适配范围可达10²~10⁶ mPa·s,可兼容聚酰亚胺常用的PAA、PAAS溶剂体系,是制备聚酰亚胺气凝胶的最优路线。
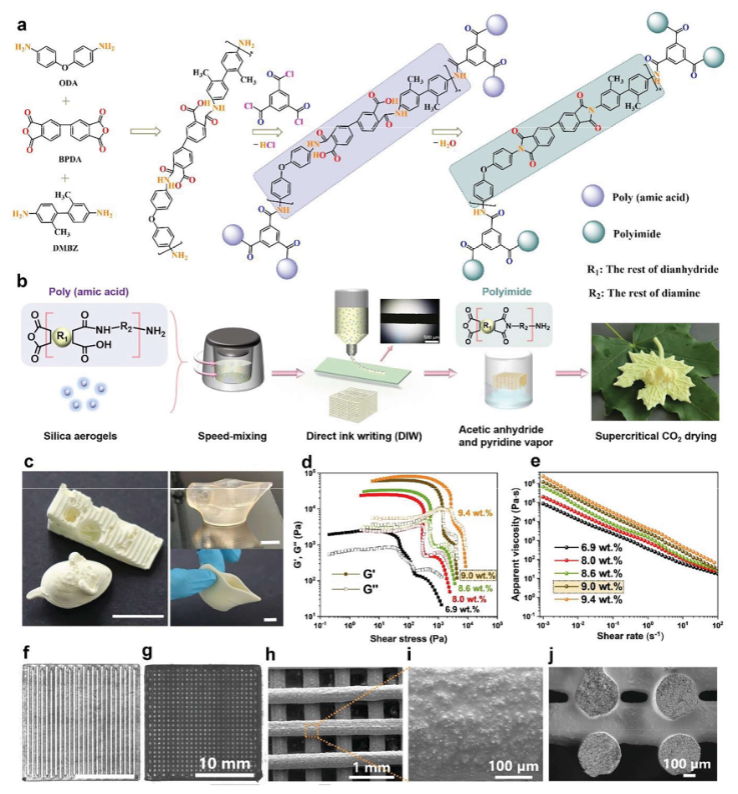
DIW工艺使用的聚酰亚胺墨水主要分为两大体系:聚酰胺酸(PAA)水分散液、极性非质子溶剂(DMAc、NMP)体系PAA溶液。研究人员通过添加功能性填料调控墨水流变性能,同时优化聚酰亚胺气凝胶的力学、热学、介电等综合性能。常用填料包含纳米纤维素(CNC)、细菌纤维素(BC)、气相二氧化硅、碳纳米管(CNTs)、氧化石墨烯、埃洛石纳米管等。下表为论文中典型可打印墨水配方汇总:
| 气凝胶组分 | 干燥与后处理 | 应用方向 | 参考文献 | |
|---|---|---|---|---|
| 主要原料 | 添加剂 | 干燥+后处理 | 应用 | 文献 |
| ODA、TEA、PMDA | CNCs、BC | 冷冻干燥、热亚胺化 | 隔热保温 | [73][134] |
| ODA、ODPA、DMAE、TEA | 无 | 冷冻萃取、化学亚胺化+热处理 | 航空领域 | [88] |
| DMBZ、6FDA、PMDA、TAB、TEA | 无 | 减压干燥 | 电池热防护 | [74] |
| DMBZ、PD、BTDA | CNTs | 一步化学亚胺化 | 隔热、透气、吸光 | [83] |
| ODA、DMBZ、BPDA | 二氧化硅气凝胶(SA) | 化学亚胺化+超临界CO₂干燥 | 电磁屏蔽、热管理 | [135] |
| BPDA、ODA、NMP | SA | 化学亚胺化+超临界CO₂干燥 | 隔热保温 | [136] |
| BPDA、ODA、NMP、TEA | 无 | 冷冻干燥、热亚胺化 | 吸声超材料 | [53] |
| BAPP、BPADA | SA | 冷冻干燥、热亚胺化 | 形状记忆、隔热材料 | [84] |
墨水的流变特性直接决定DIW工艺的可打印性与成品形状保真度,是整个成型过程的核心。理想的聚酰亚胺打印墨水需要同时满足三大特征:一是具备剪切变稀特性,剪切速率提升时粘度下降,保障墨水可从喷嘴连续挤出;二是拥有快速触变恢复能力,挤出后剪切作用消失,储能模量快速占据主导,防止丝材坍塌下垂;三是具备合适的屈服应力,支撑多层堆叠结构自立成型。
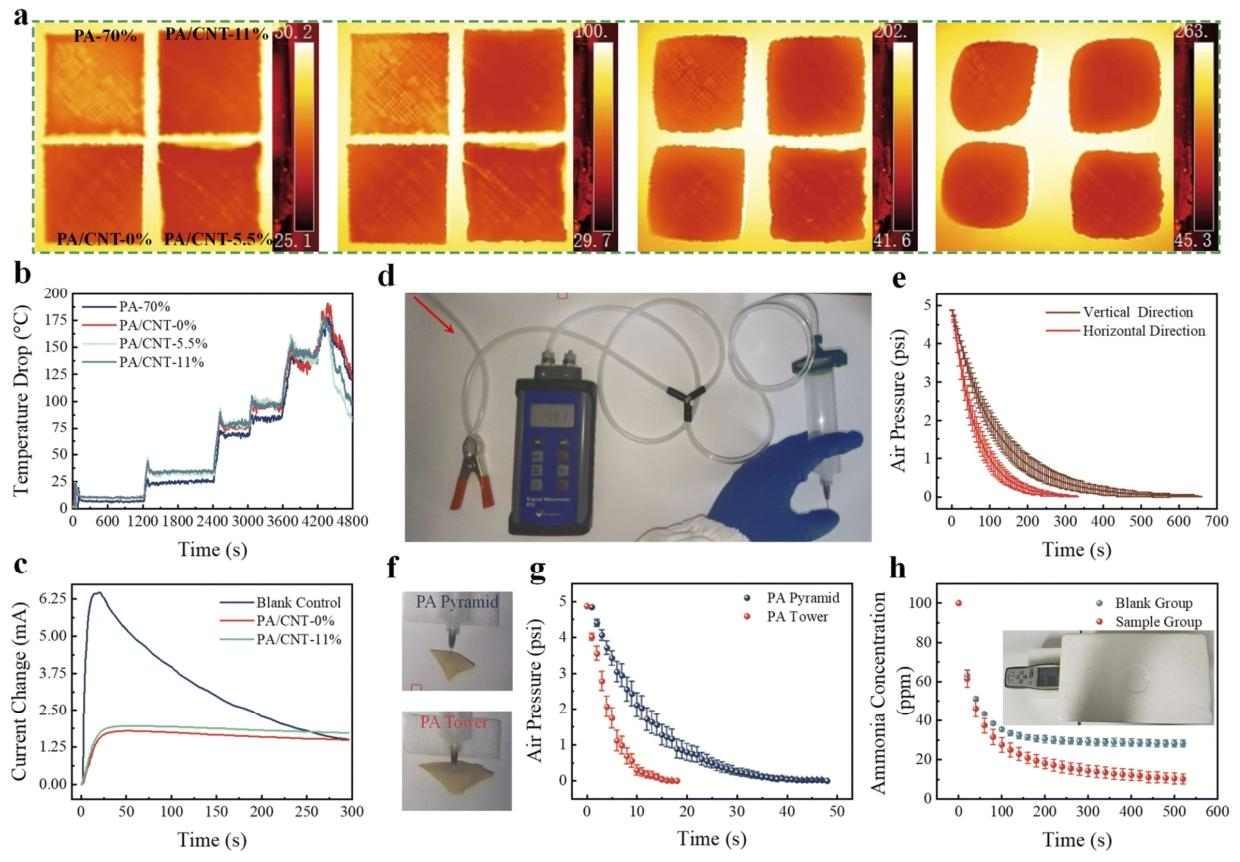
常规测试条件下,剪切速率0.1 s⁻¹时,墨水粘度区间为0.1~1000 Pa·s;屈服应力需控制在10~10³ Pa;触变恢复半时间要求为1~10 s。下图为不同配方聚酰亚胺墨水、PA/CNT复合墨水的流变性能测试结果,直观体现了剪切变稀与触变恢复两大核心特性。
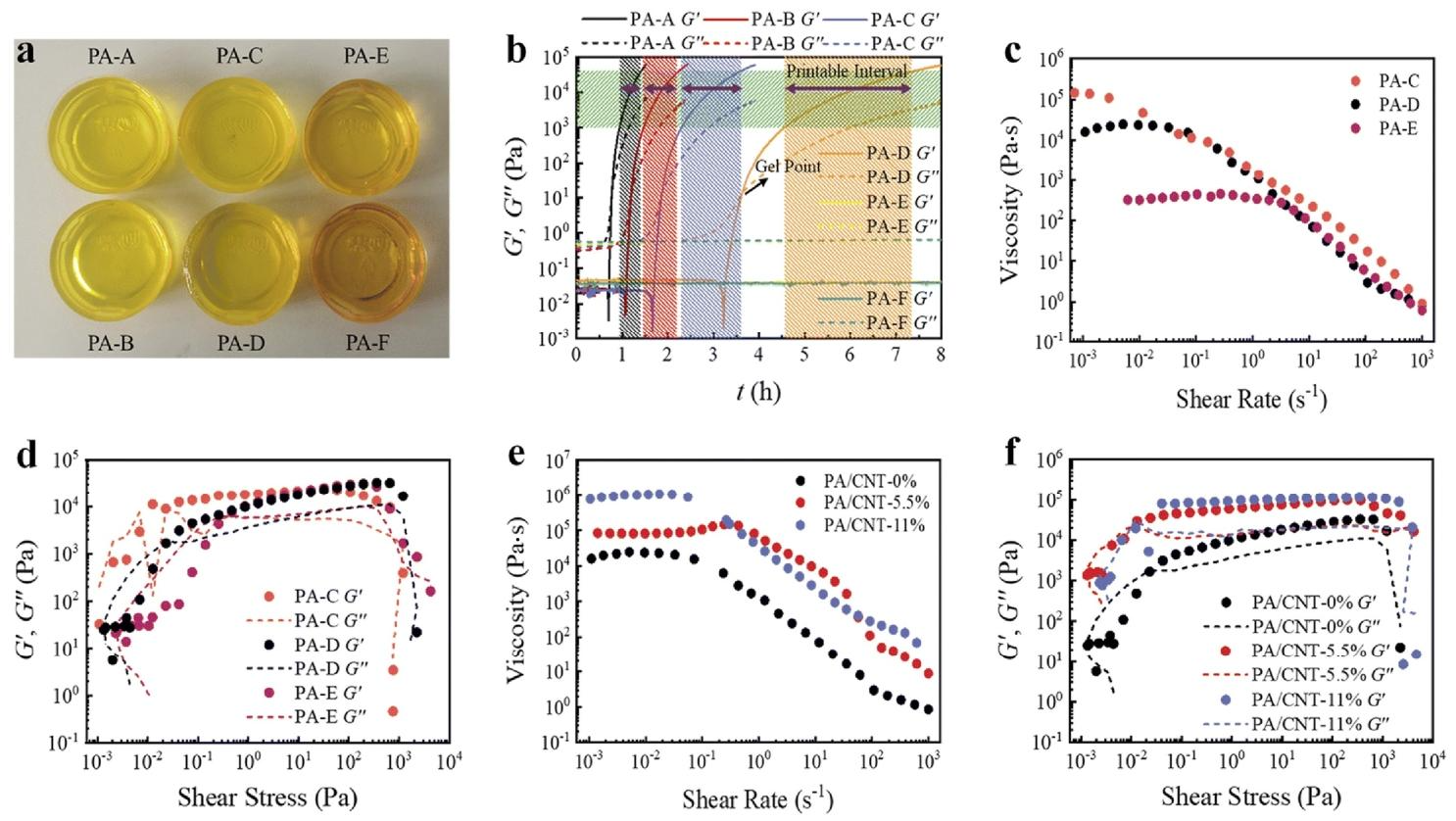
下表汇总了论文中不同体系墨水的关键流变参数:
| 气凝胶体系 | 粘度(Pa·s) | 储能模量G'(Pa) | 损耗模量G''(Pa) | 屈服应力(Pa) | 文献 |
|---|---|---|---|---|---|
| PA/CNCs复合 | 228~18134 | 10³~10⁴ | 300~600 | >200 | [73] |
| 纯PA | 6.03~9.93 | <10³ | <10³ | — | [74] |
| 纯PA | <1.4×10⁴ | 460~1.4×10⁵ | — | — | [136] |
| 纯PA | 20~328 | 1000~2000 | 400~500 | — | [53] |
| 纯PA | — | 4×10⁴ | — | 2700 | [51] |
| 纯PA | — | 2900~13400 | — | 433~3594 | [84] |
研究人员将细菌纤维素(BC)与PAA溶液复配制备复合墨水,实验发现:纯PAA溶液在低剪切速率下就具备剪切变稀特性;掺入BC后,墨水表观粘度提升一个数量级,依旧保持剪切变稀特性。BC与PAA之间形成分子间氢键,是粘度提升的主要原因。同时,BC添加量会直接改变墨水的屈服应力,进而影响打印结构的稳定性。
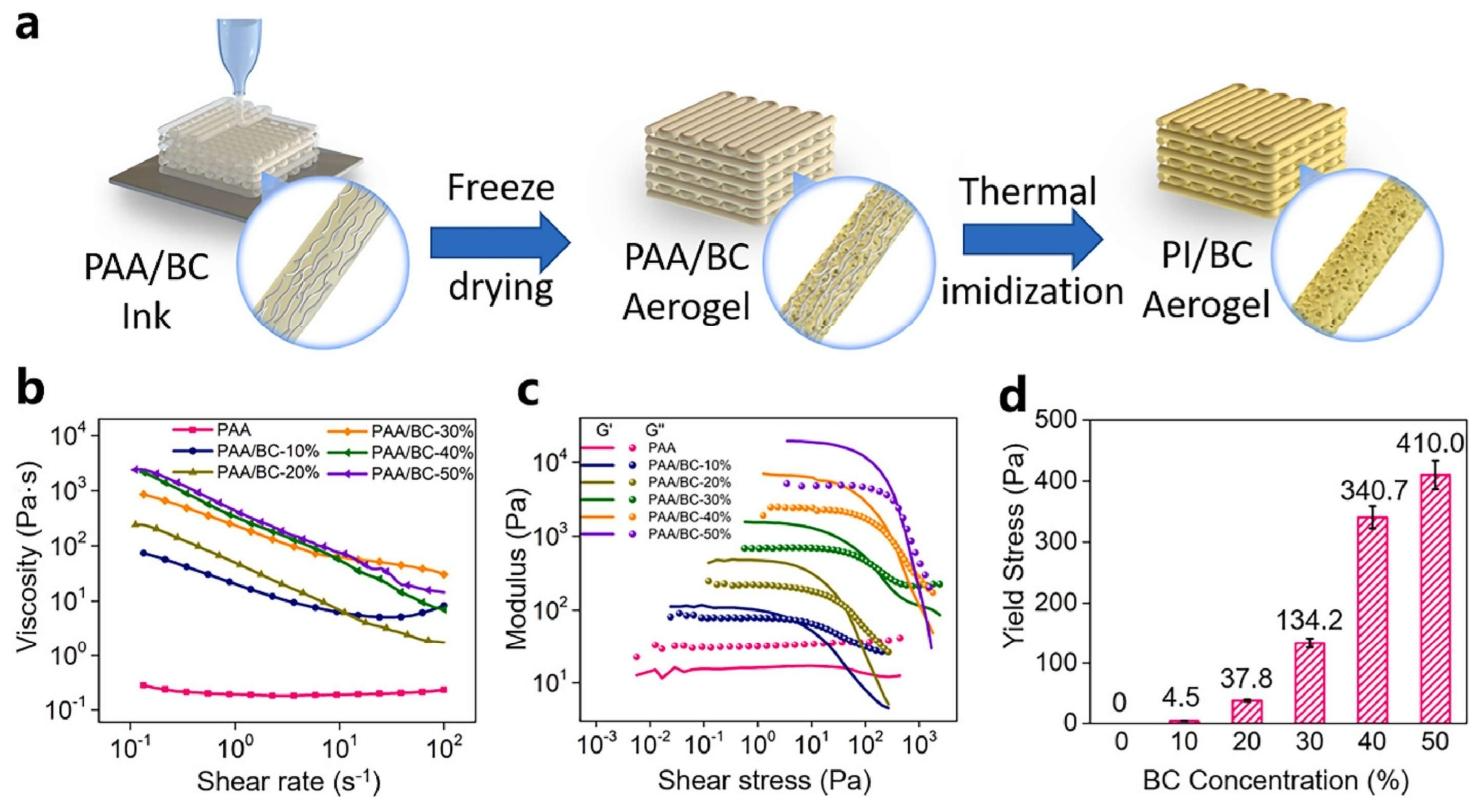
聚酰亚胺气凝胶DIW增材制造的通用工艺流程为:前驱体配制→墨水溶胶-凝胶调控→3D直写打印→干燥处理→亚胺化后处理→成品。论文介绍了四种主流工艺路线,附带详细实验操作步骤:
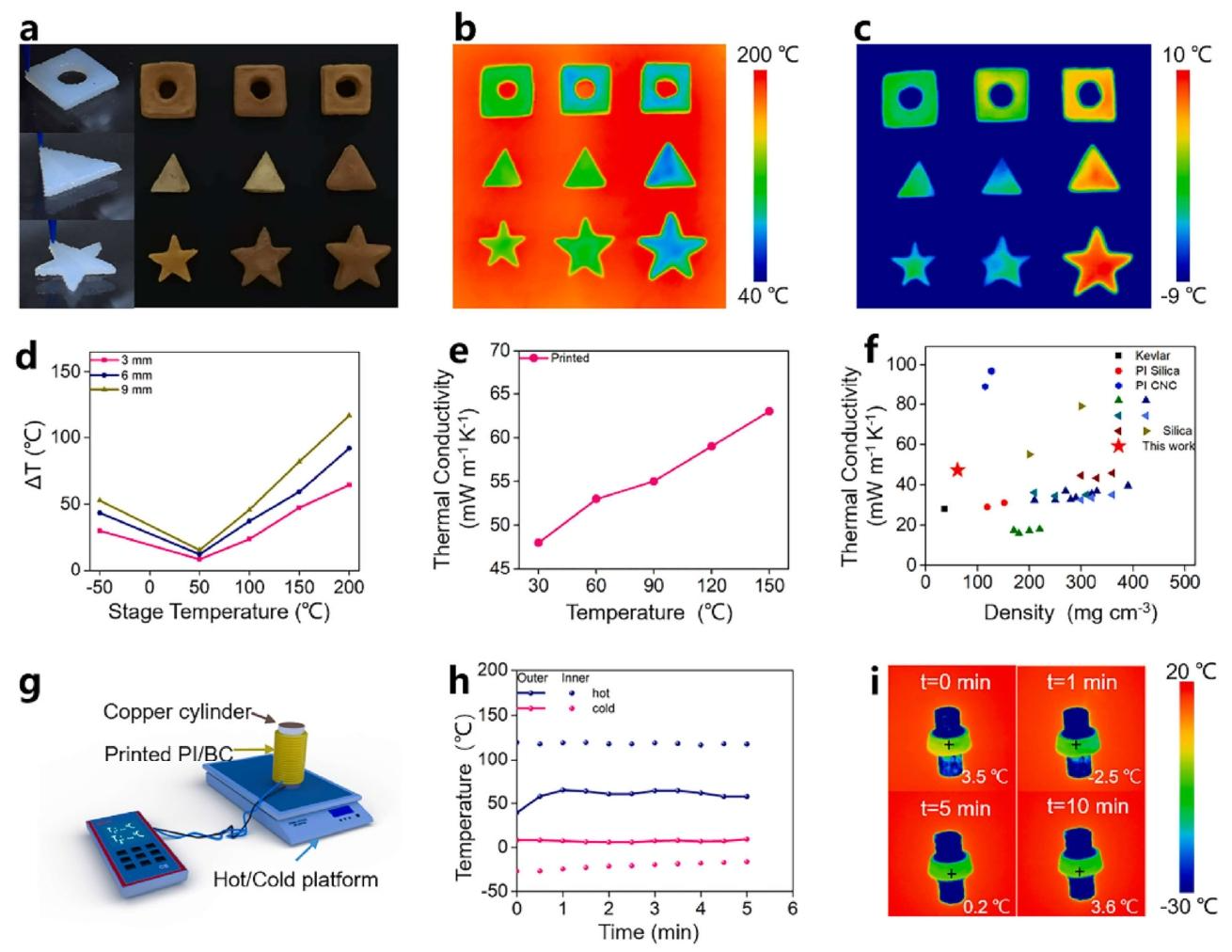
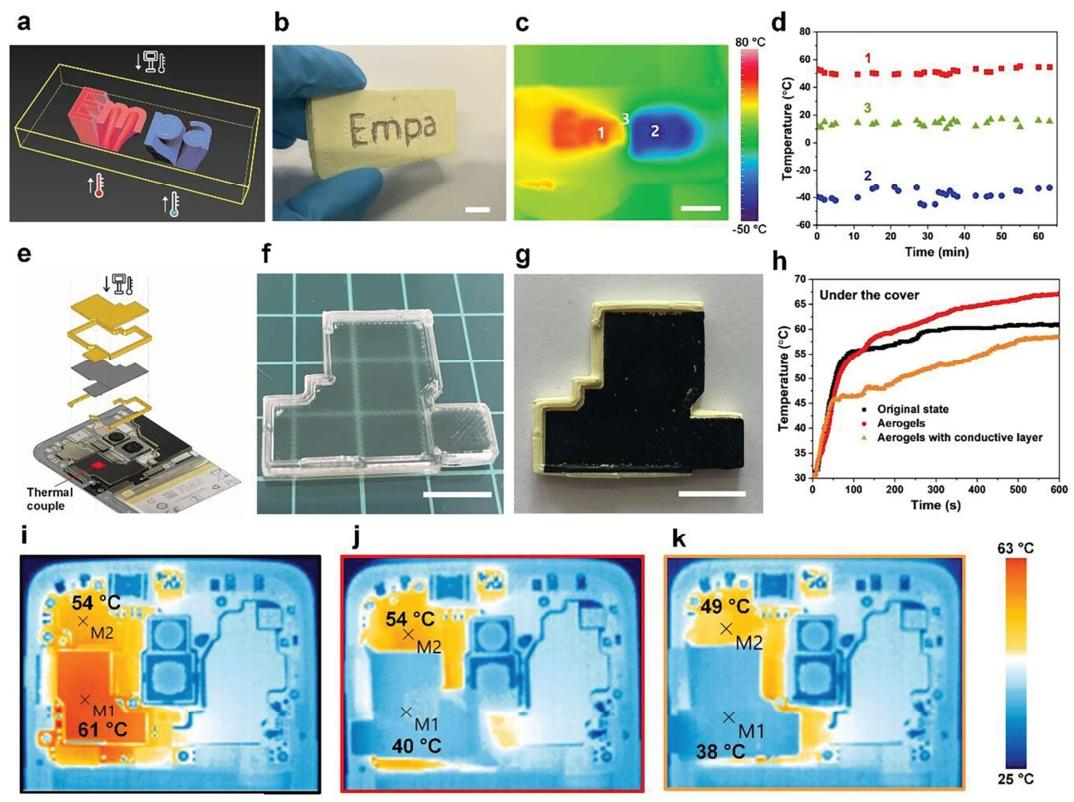
聚酰亚胺气凝胶最低导热系数可达0.014 W·m⁻¹·K⁻¹,是优质隔热材料。DIW技术可制备异形隔热构件、电子设备防护外壳、航空梯度隔热板等。掺入二氧化硅气凝胶颗粒后,材料还具备优异阻燃性能,高温下仅轻微碳化,无熔融、滴落现象。
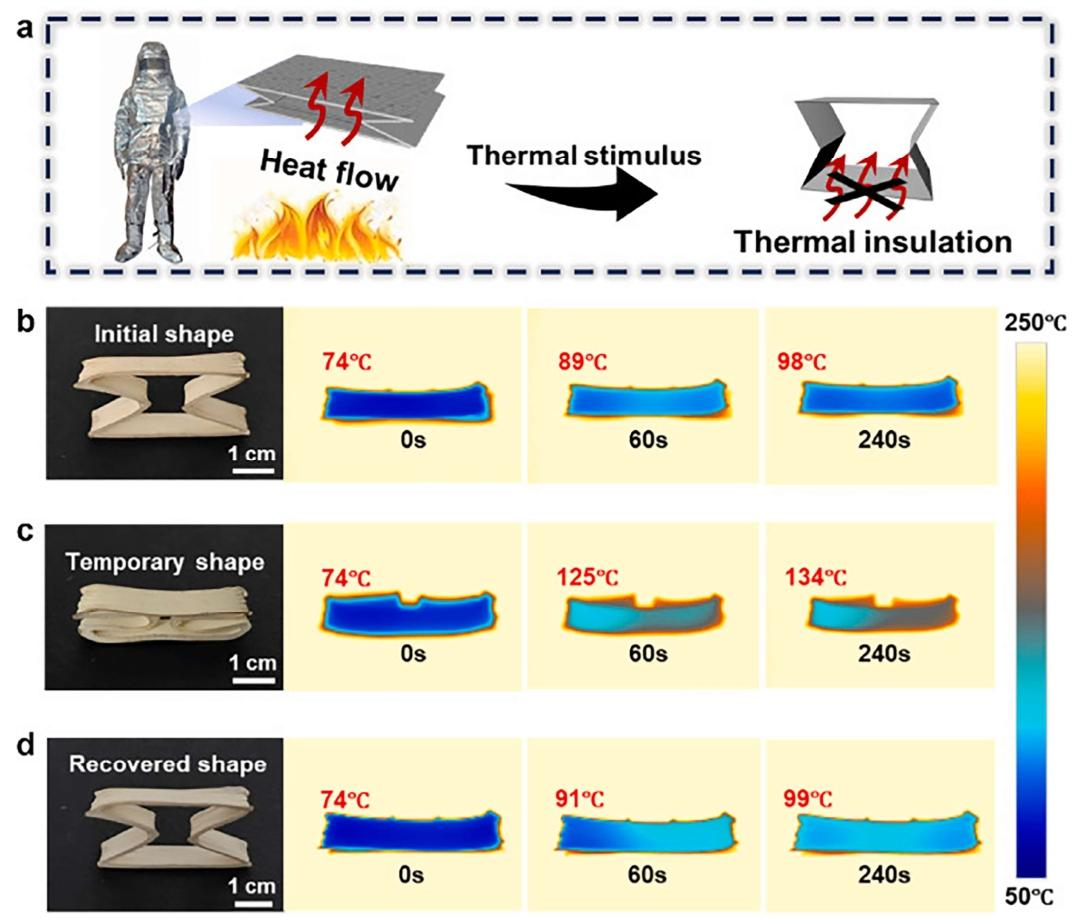
二氧化硅改性的PI复合气凝胶还具备形状记忆与智能隔热特性:材料受外力折叠后可临时定型,遭遇高温、火焰环境时会自动回弹展开,可应用于防火服饰填充层。纯PI气凝胶燃烧后体积收缩率达70%,而复合气凝胶收缩率仅17%,尺寸稳定性大幅提升。
依托DIW的结构设计能力,还可制备隔热-导热一体化复合结构,应用于智能手机等高密度微电子设备,定向疏导热量,降低设备工作温度。
高孔隙率让聚酰亚胺气凝胶拥有超低介电常数(1.00~1.50)与低介电损耗,适配5G通信、射频天线、雷达罩等高频电子器件。掺杂rGO、CNTs等导电填料后,材料具备宽频电磁屏蔽能力,屏蔽效能可达30~32 dB。
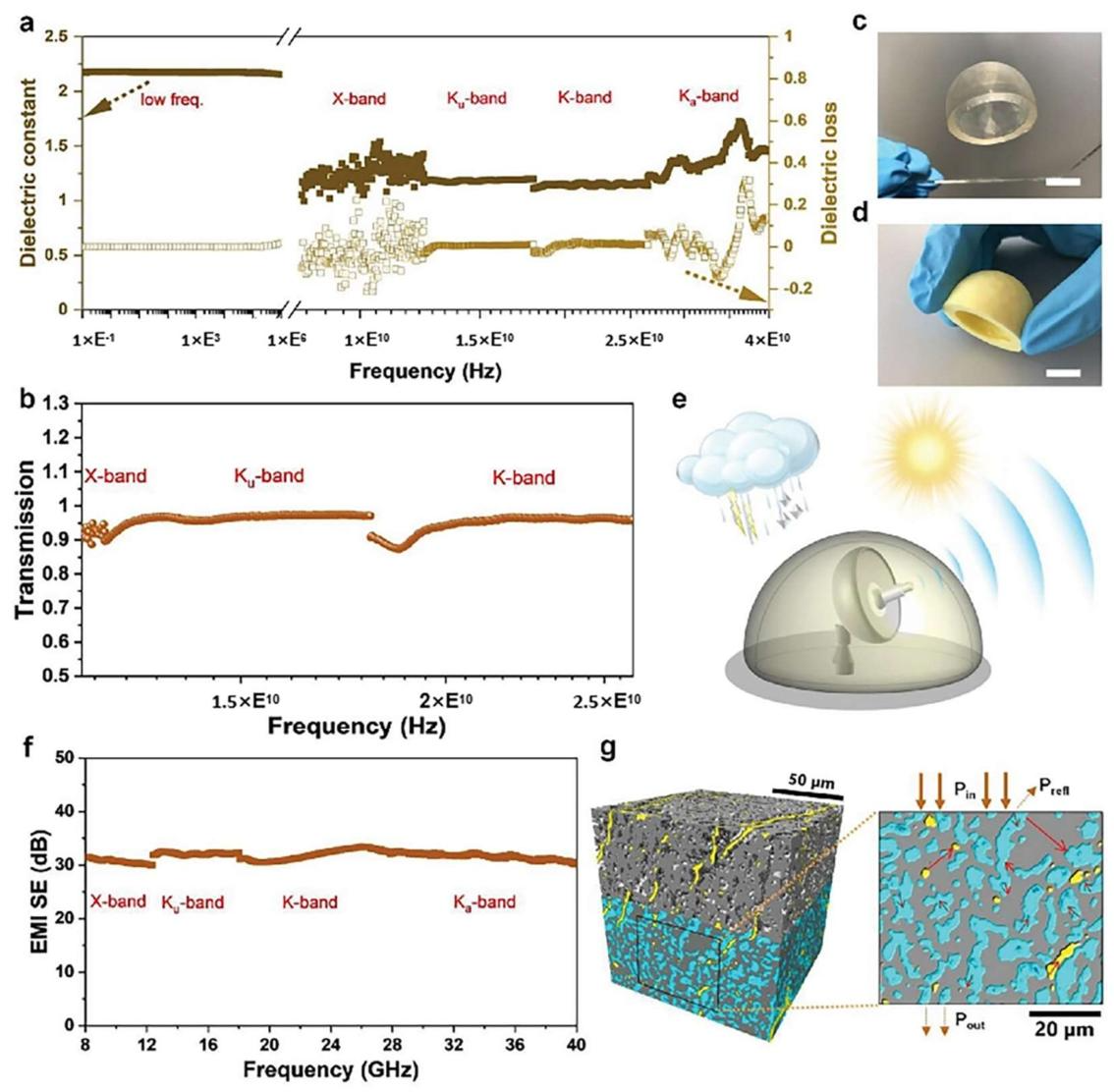
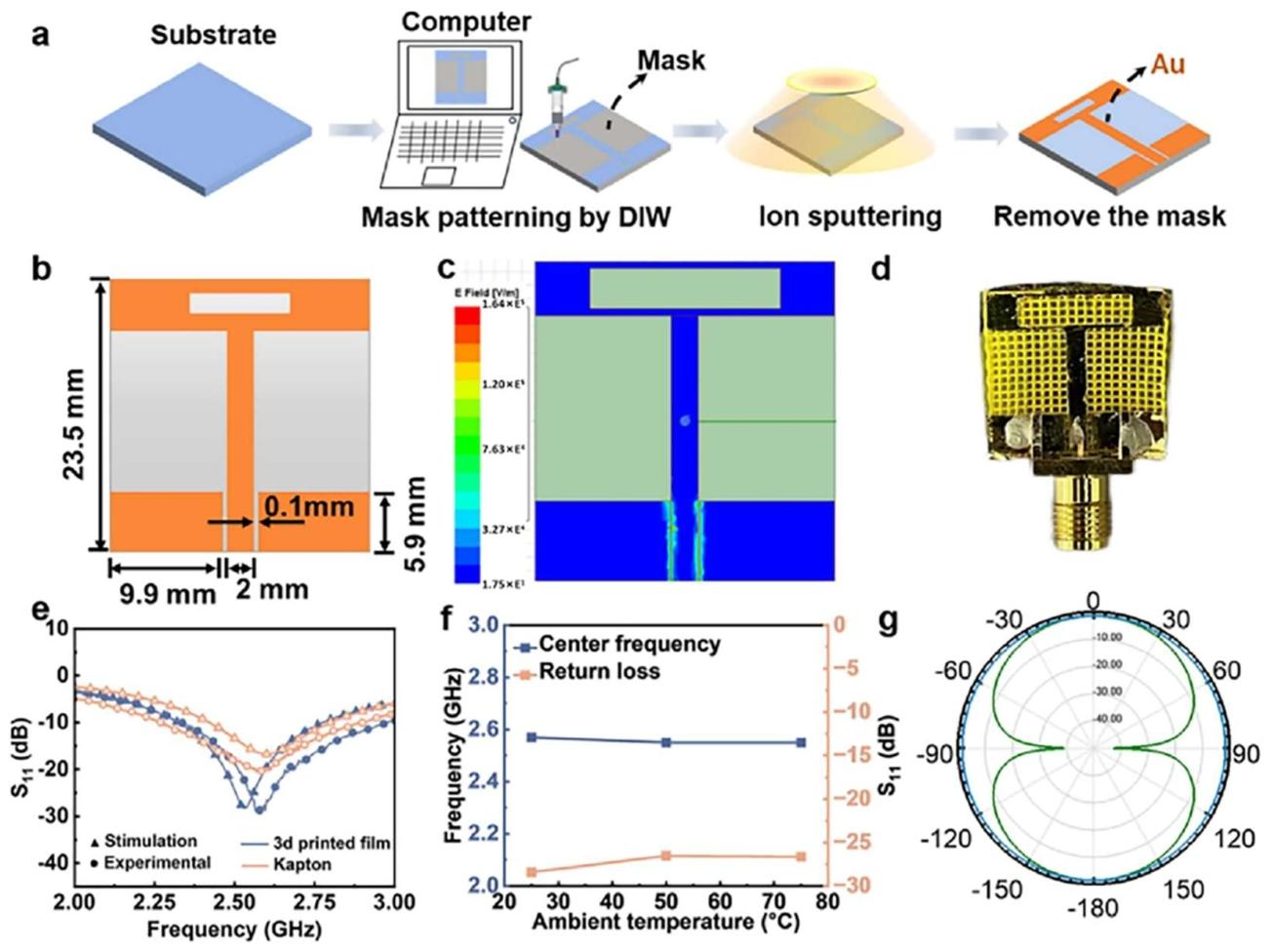
通过调控打印网格的孔隙率,可精准调节材料介电性能。该类材料还可直接作为可回收介电基片,制备共面波导天线,在潮湿环境、高低温条件下性能依旧稳定。
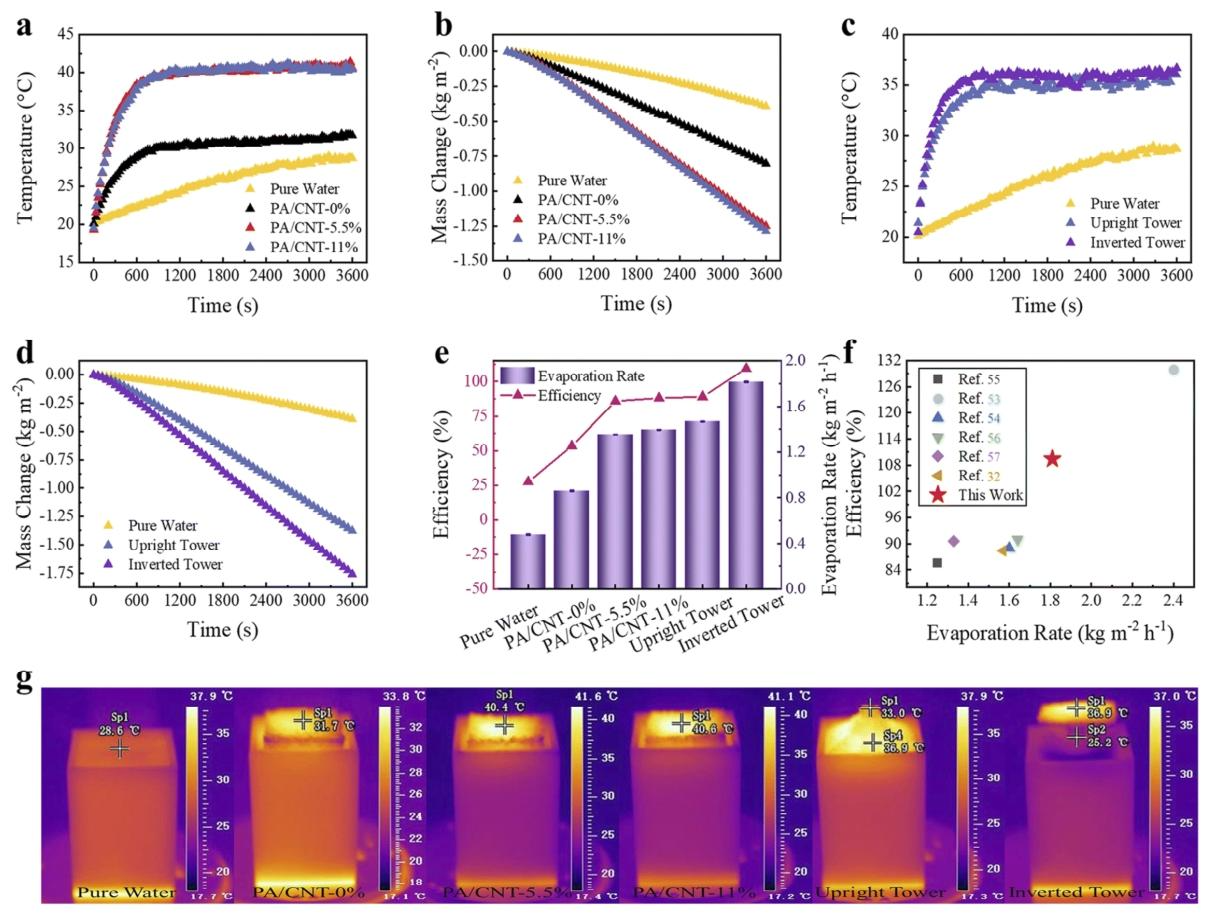
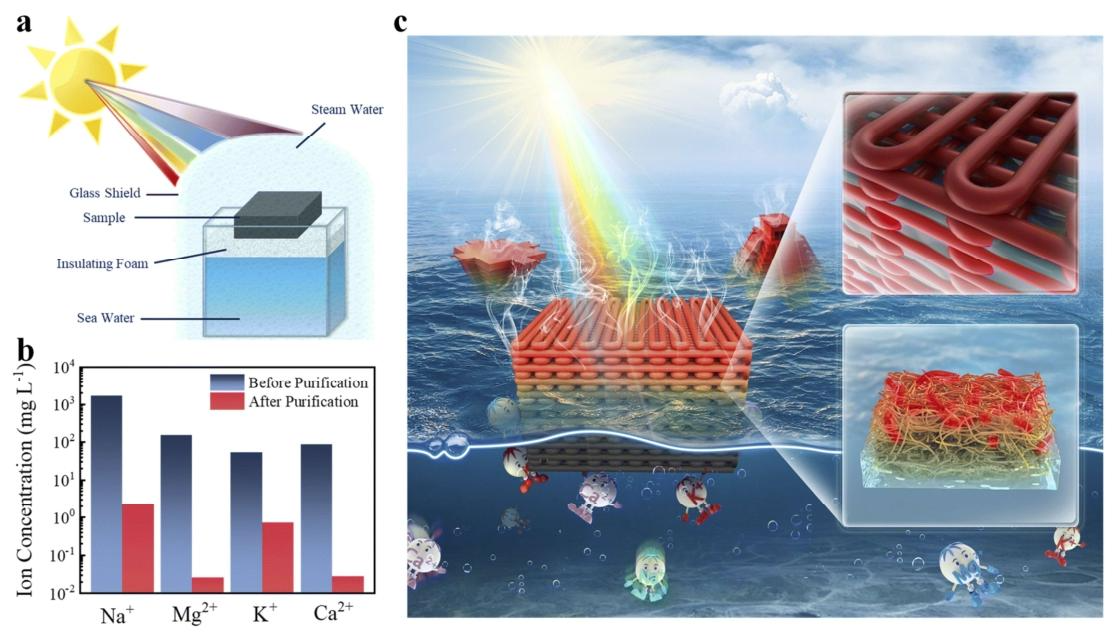
DIW制备的聚酰亚胺气凝胶拥有贯通多孔结构,透气性优异,同时骨架表面的酸性基团可吸附氨气等有害气体。掺杂碳纳米管后,材料具备高效光热转换能力,可制作太阳能蒸汽发生装置,用于海水淡化,处理后的水质符合世界卫生组织饮用水标准。
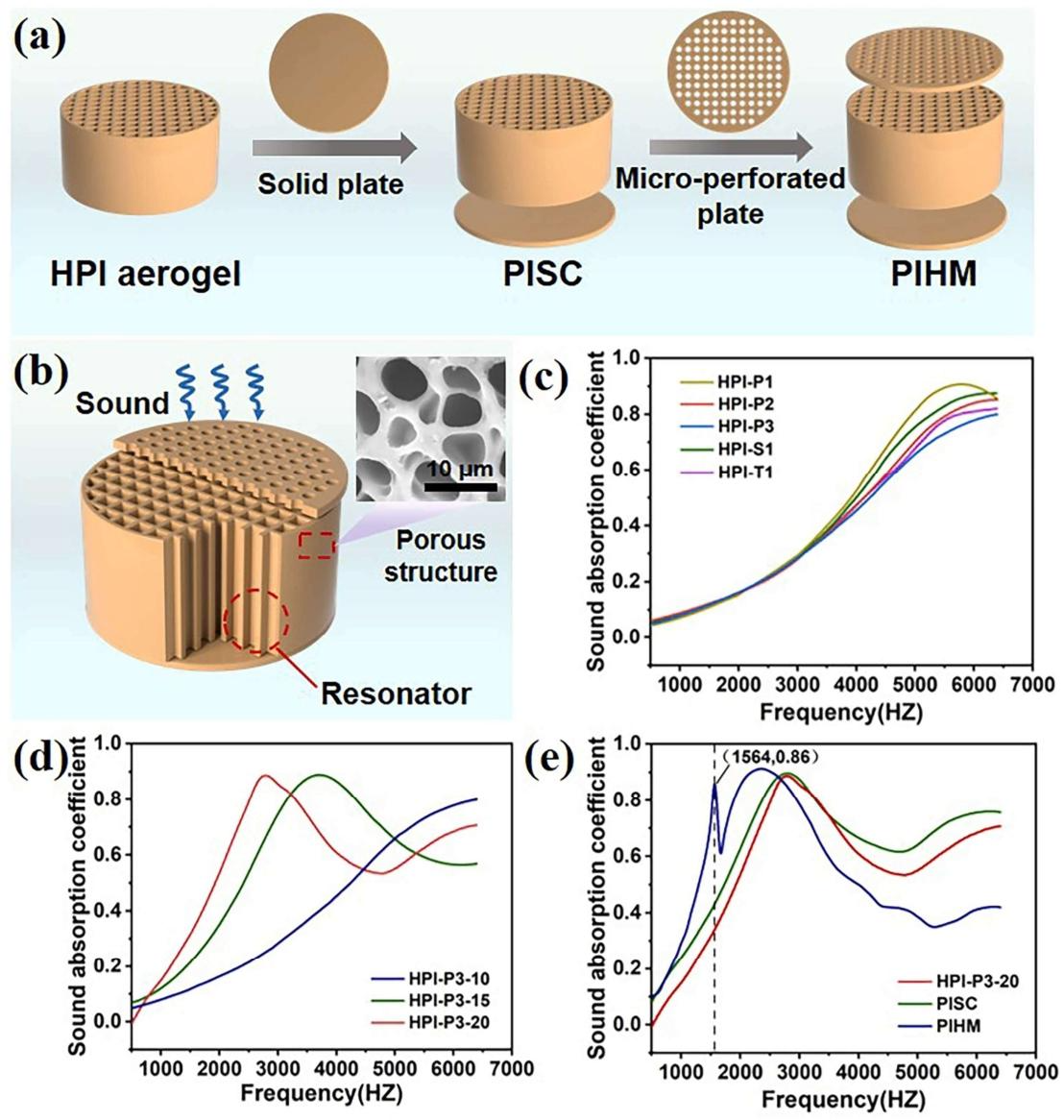
利用DIW可设计蜂窝、空腔等多级结构,构建亥姆霍兹共振器,实现宽频吸声。聚酰亚胺气凝胶耐高温、耐化学腐蚀,相较于传统泡沫材料,更适用于航空发动机、高温工业设备等严苛降噪场景。
1. DIW直写成型技术彻底突破了传统溶胶-凝胶法的模具限制,可对聚酰亚胺气凝胶的宏/介观孔隙进行精准调控,实现复杂共形结构、多材料一体化成型,是该类材料极具潜力的制备技术。
2. 可打印聚酰亚胺墨水必须同时满足剪切变稀、快速触变恢复、合适屈服应力三大流变条件;纤维素、二氧化硅、碳基等功能性填料,既能优化墨水流变性能,还可同步提升气凝胶的力学、热学、介电、阻燃等综合性能。
3. 后处理工艺中,超临界CO₂干燥对保留气凝胶原始孔隙结构效果最佳,但设备与运行成本偏高;冷冻干燥、常压干燥可降低生产成本,却容易引发材料收缩、孔隙坍塌。热亚胺化与化学亚胺化需根据墨水溶剂体系匹配使用。
4. DIW制备的聚酰亚胺气凝胶属于多功能一体化材料,在高端隔热阻燃、射频介电器件、电磁防护、海水净化、高温降噪等领域具备极高的实际应用价值。
论文标题:Direct Ink Writing Additive Manufacturing of Polyimide Aerogels(聚酰亚胺气凝胶的直写增材制造)
作者:Bo Chen、Qiyang Jiang、Jianhu Jiang
期刊:Gels,2025年,第11卷,文章编号940
时间节点:收稿2025-10-22;修回2025-11-16;录用2025-11-20;正式上线2025-11-23
DOI:10.3390/gels11120940
开源协议:CC BY 4.0 知识共享许可协议
作者单位:电子科技大学(湖州)长三角研究院、浙江省淡水水产研究所
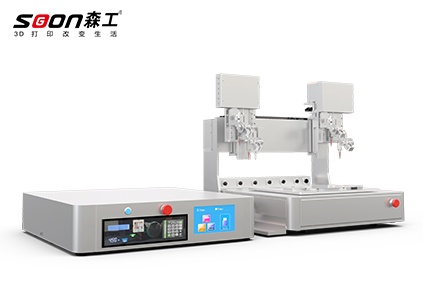
全面解析森工DIW墨水直写3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,
小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,
如相关内容涉及侵权,请联系我们,将第一时间下架内容!


DIW直写式3D打印技术有哪些实现材料梯度打印的方式,各有什么优势和特点?
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告
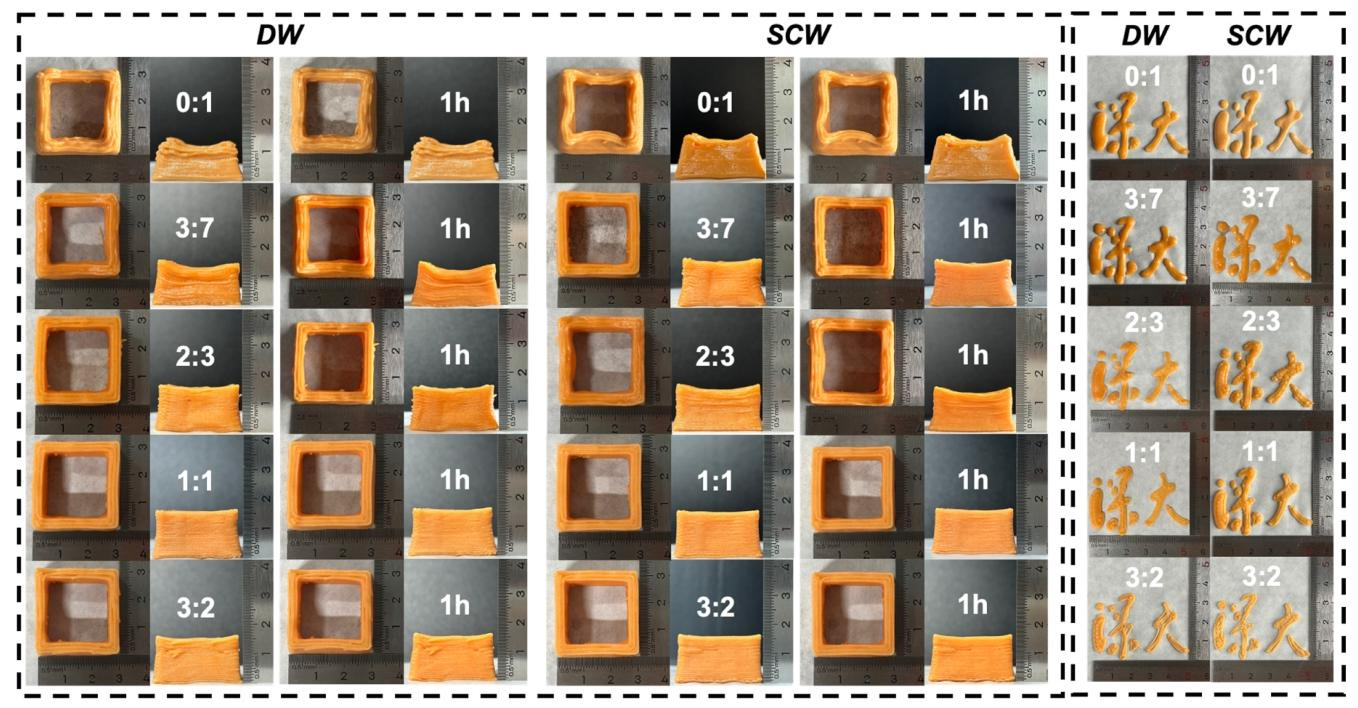
森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊