电子行业对高效散热器件的需求日益增长,散热性能的提升依赖于高热导率材料和复杂几何结构(如内部流道)的结合。铜/金刚石复合材料因兼具铜的高导电性和金刚石的超高热导率(约2000 W/(m·K)),被认为是下一代散热材料的理想候选。
传统制备方法(粉末冶金、液态金属浸渗、电镀/化学镀)难以实现复杂几何形状的制造,限制了其应用。增材制造技术虽能制备复杂结构,但基于熔化的工艺(如定向能量沉积)温度过高,易导致金刚石石墨化,严重降低材料性能。
粘结剂喷射增材制造采用低温成型+中温烧结的两步法,加工温度远低于金刚石石墨化温度,且无需支撑结构、成本低、可扩展性强,是制备铜/金刚石复合材料的理想工艺。本研究首次验证了该工艺的可行性,并系统研究了金刚石含量和烧结温度对材料性能的影响。
原材料:
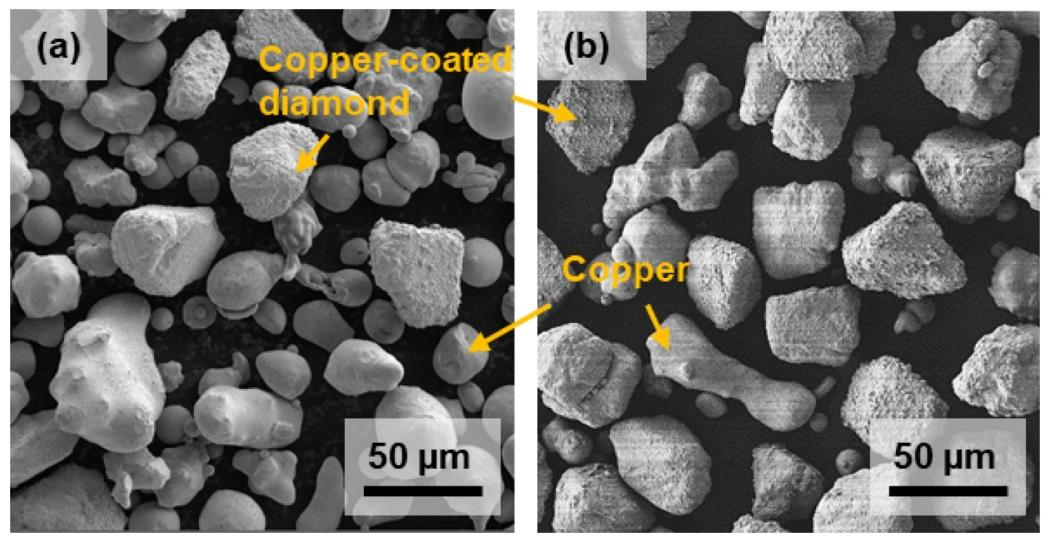
实验配方:将镀铜金刚石粉与纯铜粉按比例混合,制备两种金刚石体积分数的粉末混合物:
• Cu/Dia (10 vol% Dia):金刚石体积分数10%
• Cu/Dia (50 vol% Dia):金刚石体积分数50%
混合方式:采用Paul O. Abbe实验室罐式球磨机混合,无研磨介质。
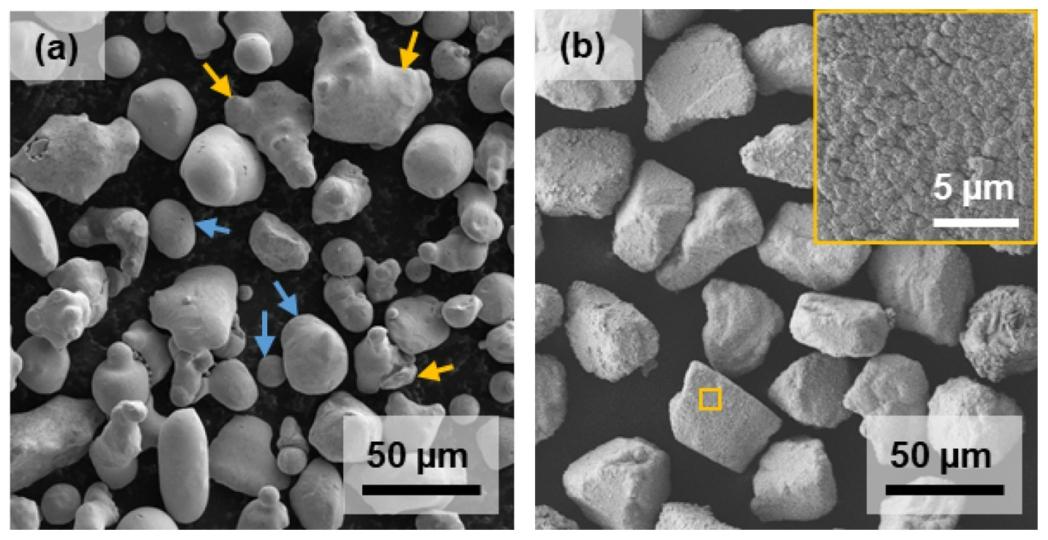
粉末表征方法:
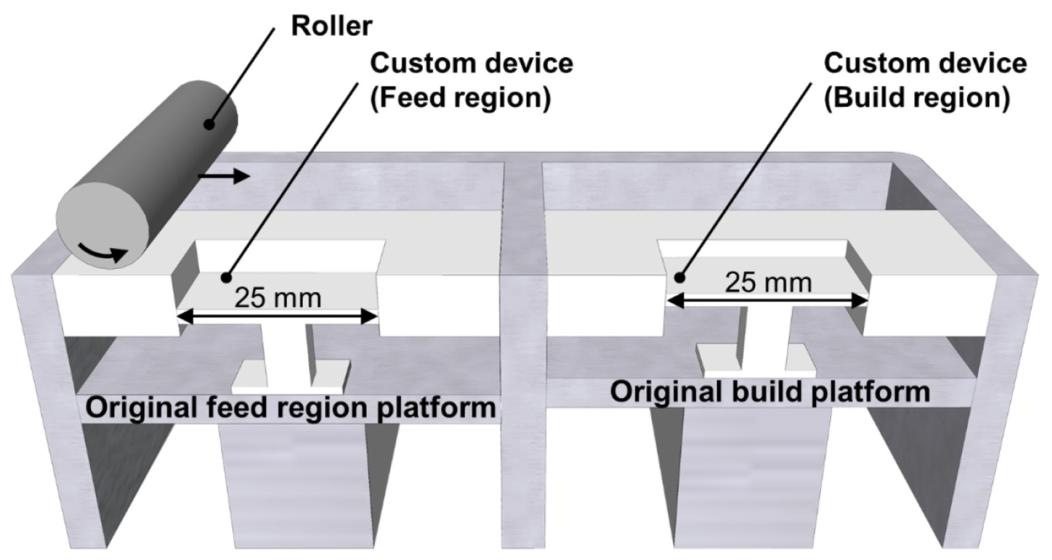
打印工艺:
烧结工艺:
预实验表明1000℃烧结时样品表面会出现液滴且颜色变暗,因此选择800℃和900℃两个烧结温度。烧结在OTF-1200X管式炉中进行,具体参数:
• 气氛:95%氮气+5%氢气的成型气,流量150sccm
• 真空度:约4mbar(中真空)
• 升温曲线:室温→450℃(2h),保温2h脱粘→以5℃/min升至烧结温度,保温2h→随炉冷却至室温
• 每组参数制备3个平行样品
| 粉末类型 | D10 (μm) | D50 (μm) | D90 (μm) |
|---|---|---|---|
| 纯铜粉 | 16.4 ± 0.2 | 30.8 ± 0.4 | 54.1 ± 0.6 |
| 镀铜金刚石粉 | 31.1 ± 0.1 | 39.1 ± 0.4 | 50.9 ± 0.8 |
| 金刚石体积分数(vol%) | 理论密度(g/cm³) | 相对松装密度(%) | 相对振实密度(%) |
|---|---|---|---|
| 10 | 8.4 | 42.48 ± 0.08 | 58.03 ± 0.40 |
| 50 | 6.2 | 45.05 ± 0.03 | 61.40 ± 0.58 |
| 烧结温度(℃) | 金刚石体积分数(vol%) | 相对显气孔率(%) | 相对闭气孔率(%) | 相对总孔隙率(%) |
|---|---|---|---|---|
| 800 | 10 | 44.1 | 1.4 | 45.5 |
| 800 | 50 | 44.6 | 0.6 | 45.2 |
| 900 | 10 | 29.8 | 1.1 | 30.9 |
| 900 | 50 | 32.8 | 1.6 | 34.4 |
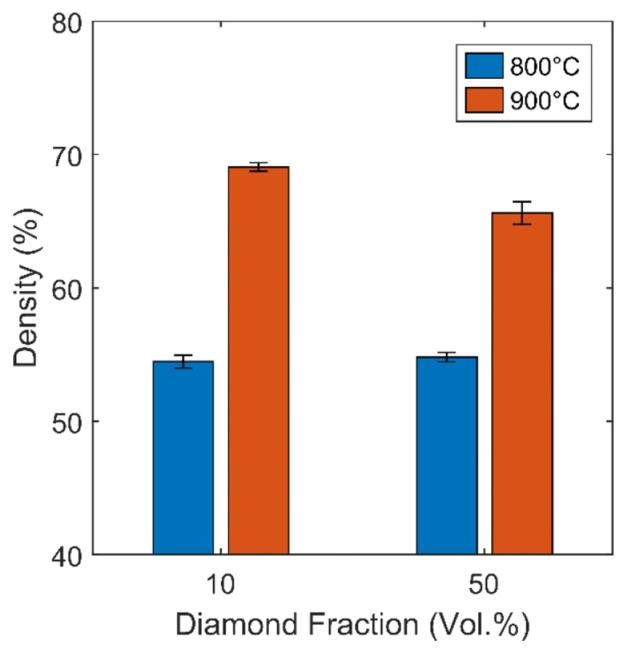
结果表明:金刚石体积分数从10%增加到50%时,生坯密度从50.4%提升至55.1%,但粉末烧结性下降;烧结温度从800℃升至900℃时,两种样品的相对体积密度均显著提高(10vol%样品从54.5%升至69.1%,50vol%样品从54.8%升至65.6%);所有样品的孔隙以开孔为主,升温可显著降低显气孔率。
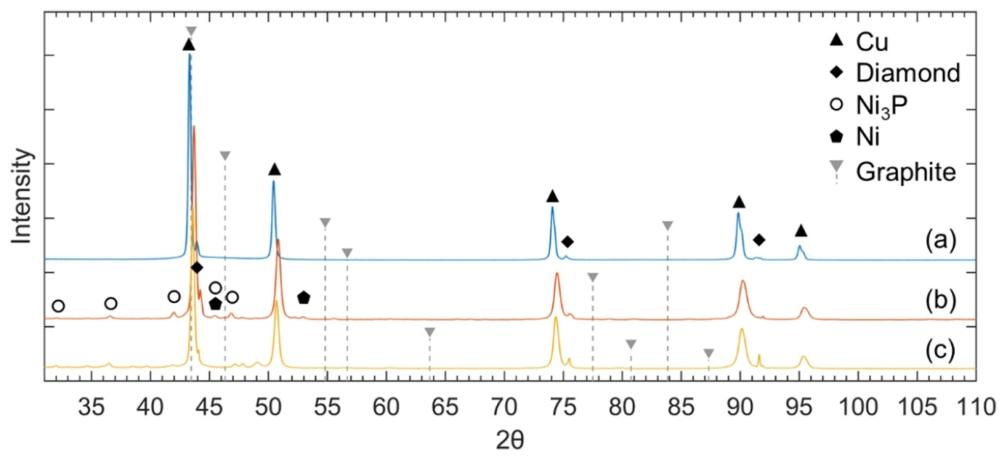
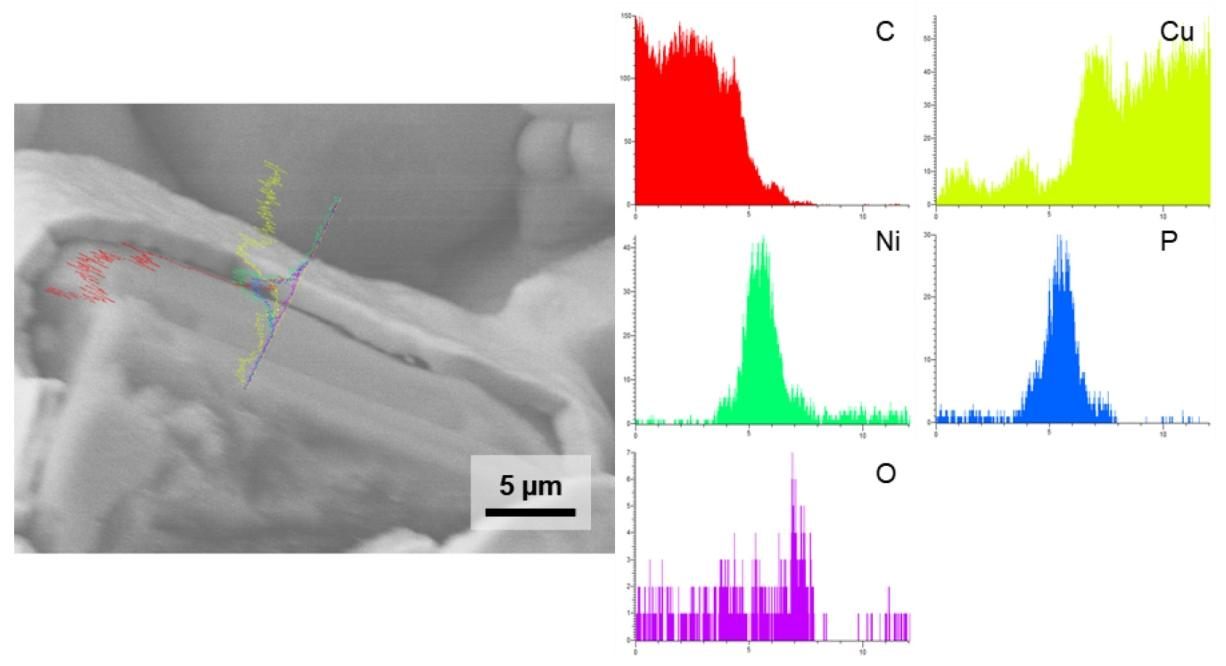
XRD分析显示:所有样品均只检测到铜和金刚石的特征峰,未发现石墨峰,证明在800℃和900℃烧结条件下金刚石未发生石墨化;800℃烧结样品中存在Ni峰,两个温度下均检测到Ni₃P峰,来源于镀铜层中的Ni-P中间层在高温下的反应。
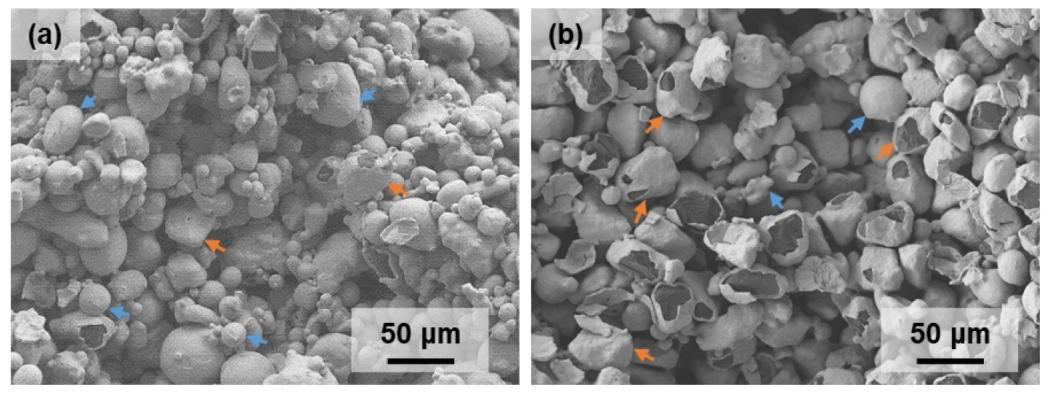
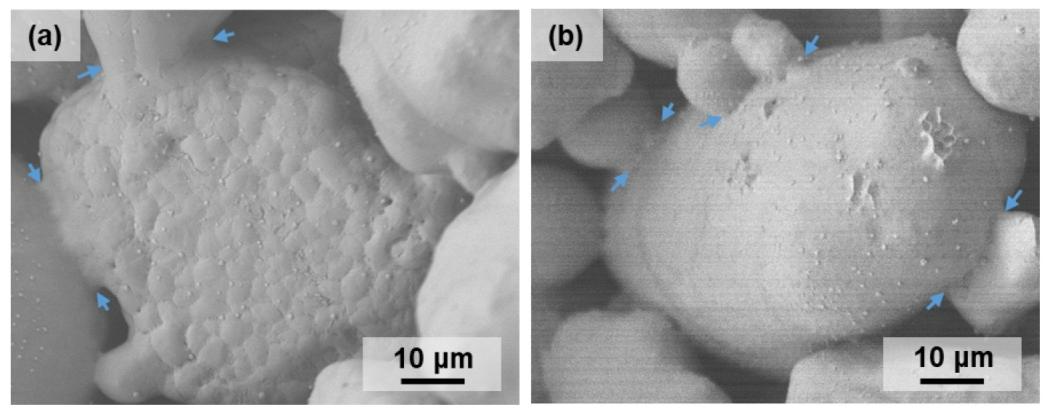
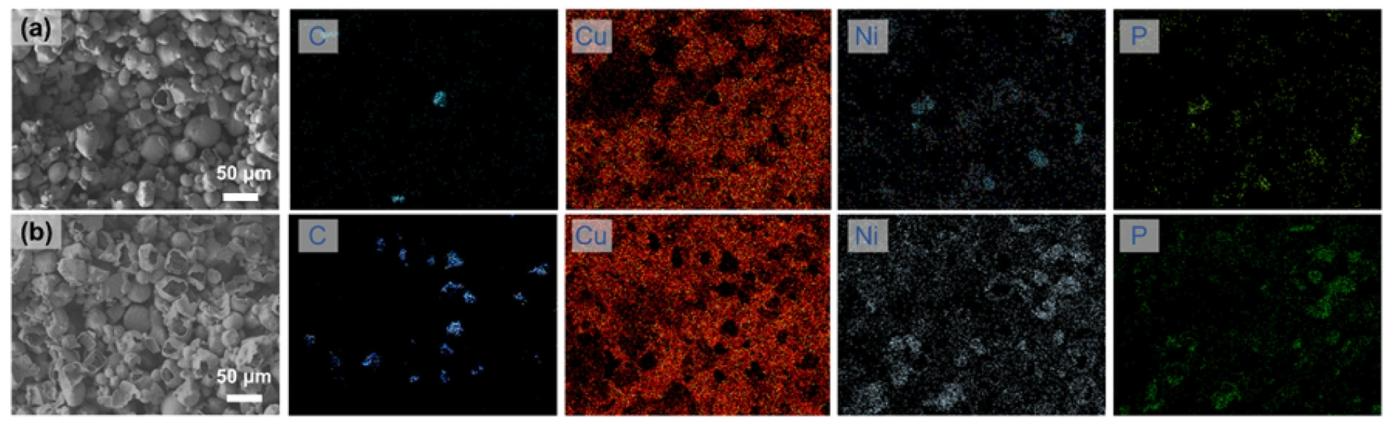
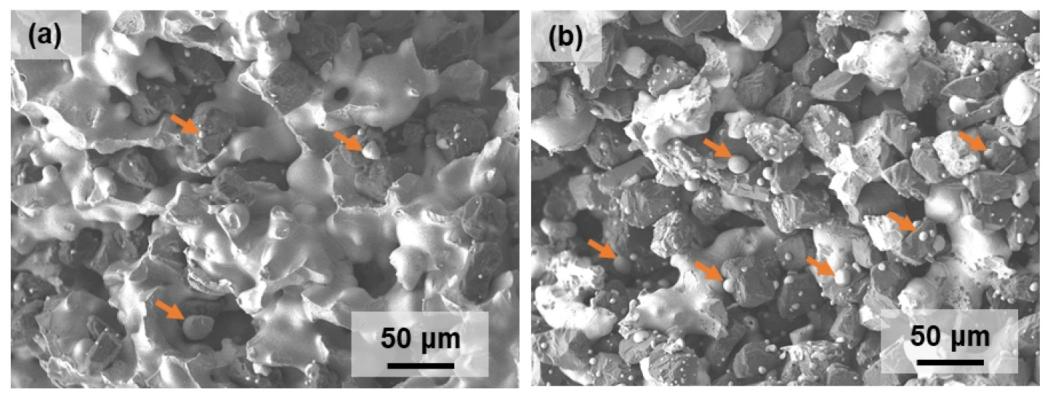
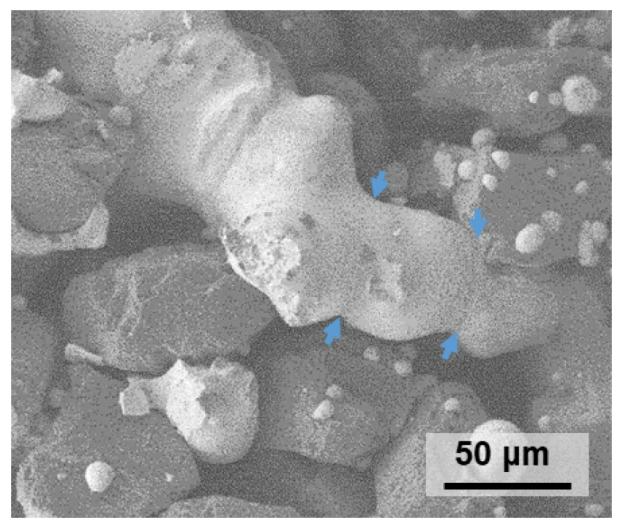
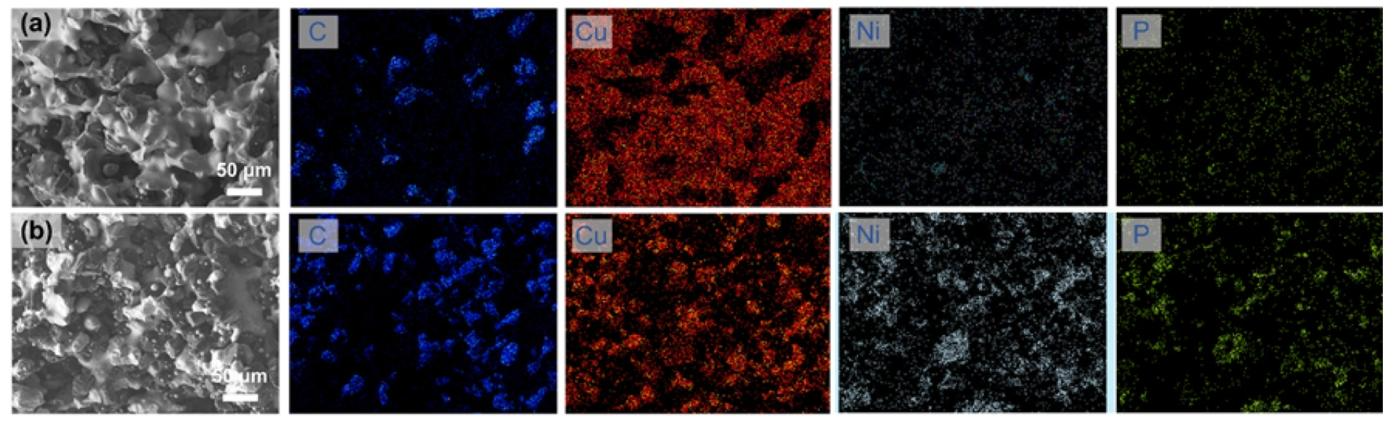
微观结构分析表明:800℃烧结时处于非致密化烧结阶段,样品呈现颗粒状结构,烧结颈细小;900℃烧结时进入致密化烧结阶段,铜形成连续网络结构,烧结颈显著长大;铜-金刚石体系润湿性差,孔隙主要集中在铜基体与金刚石颗粒之间;900℃时铜-镍-磷三元液相生成,导致镀铜层脱落并在金刚石表面形成液滴。
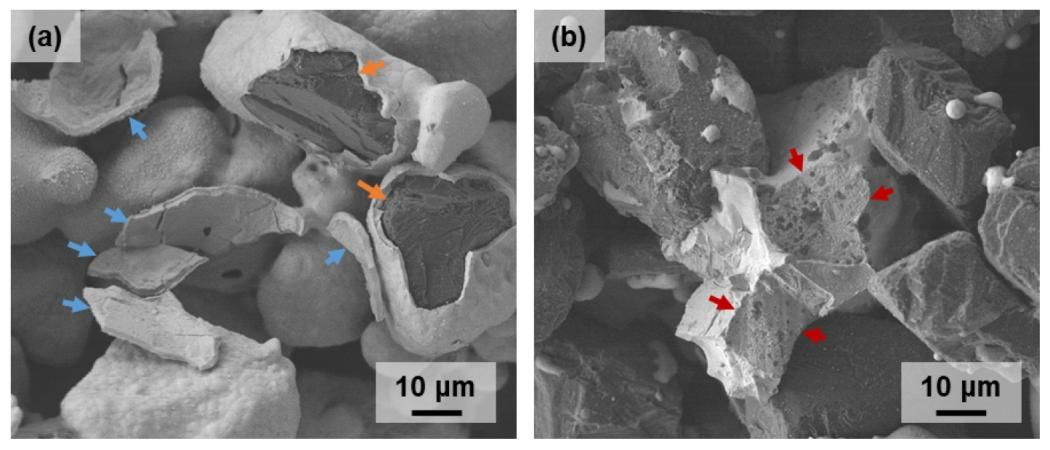
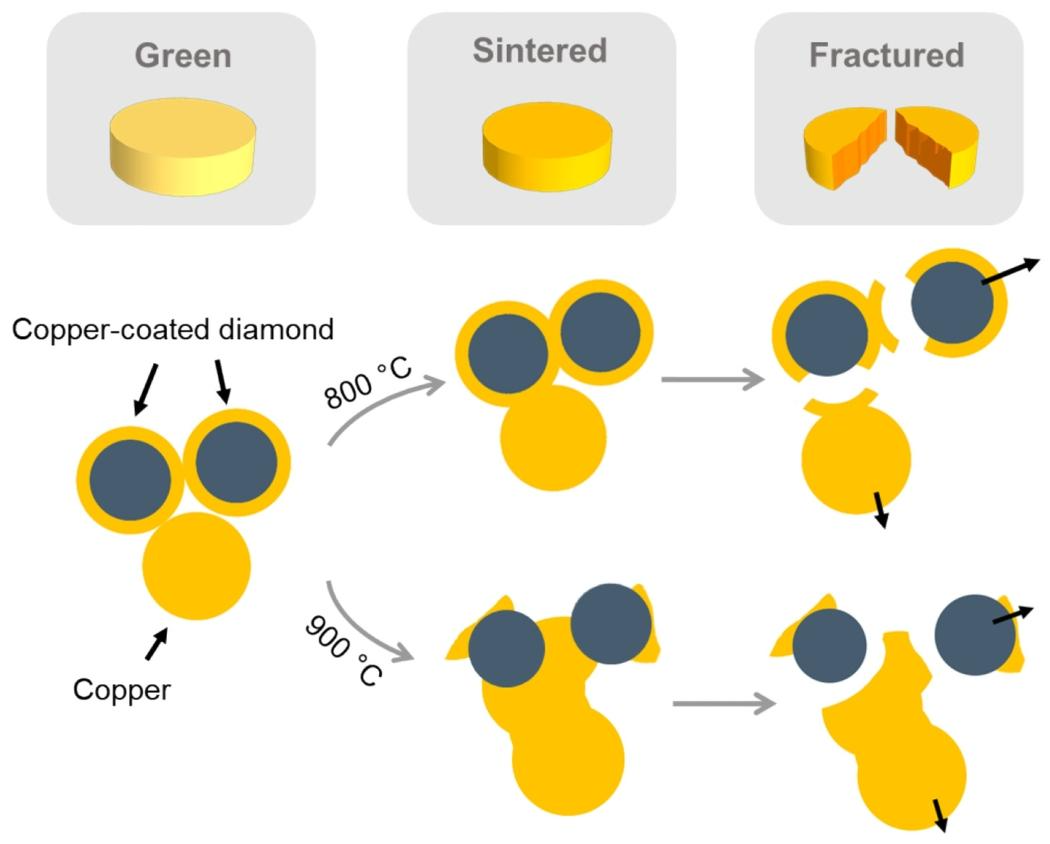
断裂行为分析:800℃时,铜镀层与金刚石之间的结合力弱于铜颗粒之间的烧结颈结合力,断裂优先发生在铜镀层与金刚石界面;900℃时,铜镀层与纯铜颗粒融合形成连续基体,断裂转移到铜基体与金刚石的界面。
发表期刊:Journal of Manufacturing Processes 70 (2021) 205–213
作者:Ming Li, Jianchi Huang, Alex Fang, Bilal Mansoor, Zhijian Pei, Chao Ma*
单位:德克萨斯农工大学工业与系统工程系、机械工程系等
DOI:10.1016/j.jmapro.2021.08.041
核心亮点:首次通过BJ粘结剂喷射3d打印制造技术成功制备铜/金刚石(Cu/Dia)复合材料,在避免金刚石石墨化的前提下实现了复杂形状构件的制备,为高性能散热器件制造提供了新途径。
全面解析森工BJ粘结剂喷射3D打印机在该类研究中功能匹配情况及需定制功能,帮助用户更好地选择合适的3D打印设备及功能模块。
此处填写拓展思路内容
由于小编学识所限,文中内容难免存在疏漏或不足之处。若您发现任何错误或值得商榷的观点,恳请不吝指正,小编将第一时间修正完善。感谢您的包容与支持!
本文内容来源于网络公开素材,发布的目的在于学术交流、研讨分享,如相关内容涉及侵权,请联系我们,将第一时间下架内容!
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告
森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊
DIW直写3D打印机在陶瓷材料科研领域的应用及优势