FDM3D打印机的原理决定了它的3d打印特性,掌握了这些特性才能更好的打印出理想的图形。主要总结为以下几点:

1、 进行3d打印的时候,选择底部是平坦的一面,由于打印是从底部开始一层层打印的,底层决定了整个打印物体的质量,所以打印底层是最重要的,选好一个平坦的底部作为底层打印是打印成功的关键。

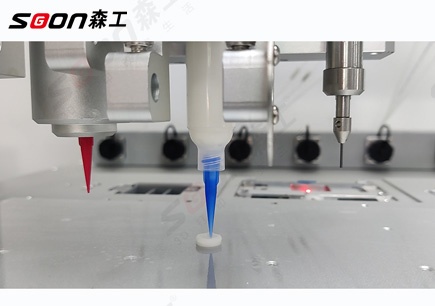
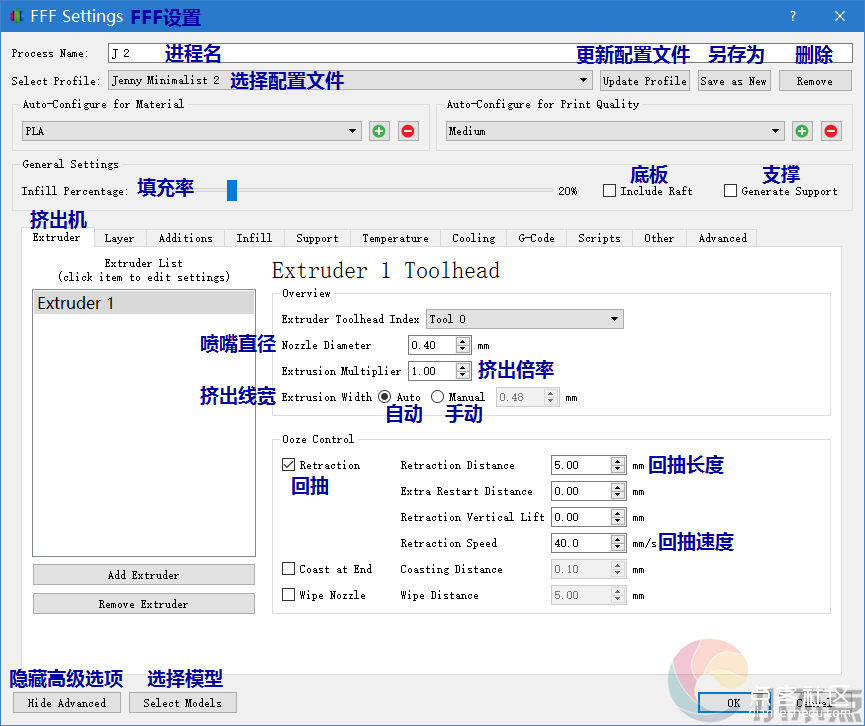
2、 由于z 进行3d打印的时候喷嘴出来的丝是流体,在重力的作用下会往下垂,如果打印的图形有悬空的地方,打印的丝就会往下垂。所以打印的时候就需要使用软件生成支撑,打印结束后再把支撑去除。类似盖房子的时候,由于混凝土是流体,会往下掉,所以需要先打好木桩才能盖房子,等混凝土凝固了再拆去木桩。 跟建筑一样,拆去木桩以后会留下木桩的痕迹,打印完毕以后也会留下支撑的一些痕迹。所以如果想提高打印品质,就需要尽量避开悬空的地方,可以从以下两点进行改进。
a、通过改变打印位置来避免悬空

如图示箭头位置出现了悬空

这个方向上也出现了悬空

所以最后决定有这个方向来打印
b、在设计上避免出现悬空
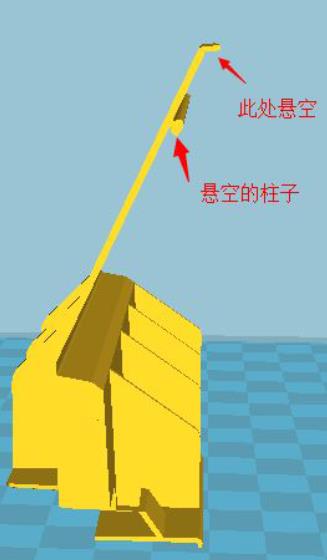
这个模型出现了悬空的结构,并且通过改变位置也无法避免悬空,所以在设计时可以把悬空的斜面和柱子与主体分割开来打印,后期再用胶水粘上。

这个模型底部还出现悬空,但是悬空部分是属于装配的零件。我们可以选择直接把零件分来来打印,然后在装配上去就好了。

3、组装匹配图形公差
如果打印的物体是需要进行组装的图形,例如螺丝和螺母、齿轮的匹配这些图形,由于打印过程塑料的热胀冷缩以及底层打印产生膨大的边缘,所以需要把公差放大一点,一般公差设置为0.4mm,具体根据实际图形进行设置。
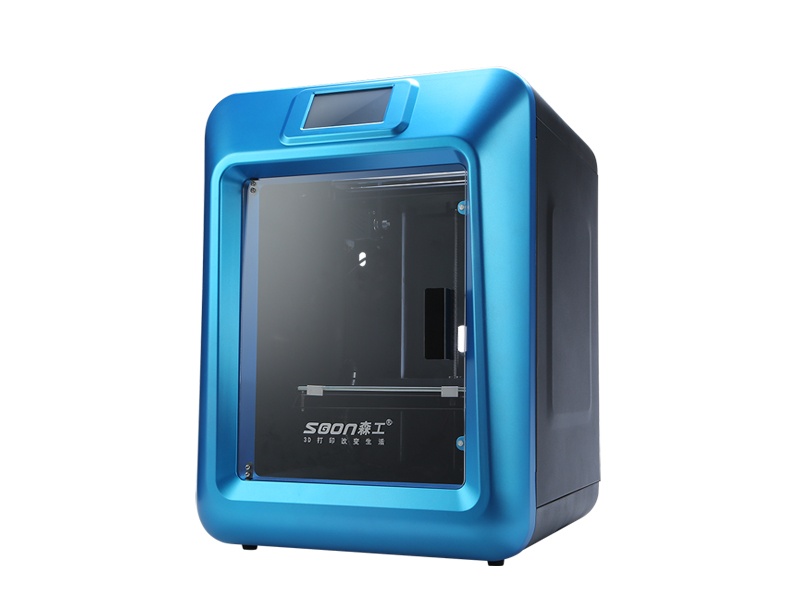
4、大体积图形的打印
如果打印的体积比较大,建议使用PLA 3d打印材料,或者把模型切分打印。ABS3d打印材料本身特性决定了它不适合用于大体积的图形,容易裂开和变形,大体积的图形打印过程非常容易翘边,可以用点502 胶水把图形底部黏住,但是切记不要让502 把喷嘴堵死。

DIW直写式3D打印技术有哪些实现材料梯度打印的方式,各有什么优势和特点?
森工科技AutoBio系列生物3D打印机专业版和旗舰版应用于科研场景该怎么选择?
直写式(DIW)陶瓷 3D 打印机:科研领域的材料创新利器
论文分分享 I Structure design of an innovative 3-dimensional-printed emulsion carrier for stabilizing pol

森工科技亮相第四届陶瓷增材制造前沿科学家论坛 罗建旭发表“高性能非金属材料挤出直写与粘接剂喷射工艺解决方案”主题报告
森工科技 AutoBio2000多通道食品3D打印机助力深圳大学化学与环境工程学院食品科学与工程系范方辉团队登顶食品工程 TOP 期刊